《威士忌生产工艺与营销策略(第二版)》第十七章
第17章:蒸馏厂的清洁设计
James W. Larson
摘要
蒸馏厂的清洁工作需要在物理厂房的每个区域以及整个生产流程中确立可接受的清洁标准。为实现高效清洁,必须使清洁化学品和程序与存在的污染物相匹配。清洁过程及其最终结果的验证是清洁计划的重要组成部分。保持蒸馏厂清洁还需要关注厂房、工艺设备和管道系统的卫生设计及卫生标准。
关键词
清洁化学 在位清洁(CIP) 设施设计 良好生产规范(GMPs) 卫生设计 消毒 水垢 污染物 验证
引言
蒸馏厂的清洁工作因厂区不同区域而有不同重要性,其原因也各不相同。所需清洁类型同样会因区域而异。加工厂的清洁工作之所以重要,原因如下:
- 防止昆虫和啮齿动物侵扰
- 保持产品纯度
- 控制微生物感染
- 维持工艺效率
- 确保安全
- 为访客留下良好印象
清洁基础
加工厂的清洁工作可分为两大领域。其一是一般内务管理,包括设施设计以确保有效实施内务管理。内务管理对工人安全至关重要,在任何食品生产设施中都不可或缺。除了提供清洁安全的工作场所,恰当的内务管理还有助于确立公司的理念和优先事项。清洁与可清洁性是良好生产规范(GMPs)的组成部分,这是世界许多国家都存在的一套标准。例如,在美国,相关GMP由《联邦法规》第21卷第110部分(现行人类食品生产、包装或储存的良好生产规范)监管。在国际上,一套被称为《食品法典》的自愿性食品加工标准包含了食品工厂设计和清洁标准,其中许多与GMP标准相似(国际食品法典委员会,2003年)。
清洁的第二个领域涉及加工设备,包括储罐、管道、泵和换热器。在这些过程中,我们区分清洁和消毒。清洁是将污染物去除到可接受水平,而消毒是在通过清洁去除污染物后,将残留微生物去除或杀灭到可接受水平。目标是达到对产品完整性和工艺效率而言可接受的清洁和消毒水平(Larson和Power,2003年)。有效的清洁程序首先去除污染物,然后进行消毒。清洁和消毒的可接受水平因工艺而异,在整个蒸馏厂的各个工艺中,可接受的清洁和消毒水平存在很大差异。
可通过找到四个清洁参数的有效组合来实现可接受的清洁和消毒:时间、温度、化学物质和湍流(Sinner,1959年)。清洁不足通常是由于湍流或擦洗作用不足所致。通常可以通过增加其他参数之一来弥补这些参数中的任何一个不足(Kretsch,1994年;Larson和Power,2003年)。
在位清洁(CIP)是理想的选择。它通过永久安装的泵、喷头和硬管道系统清洁整个工艺,无需拆卸设备或手工清洁某些部件。CIP可手动或自动控制。在实际应用中,需要结合CIP和手动拆卸进行离位清洁(COP),以达到可接受的清洁水平。
威士忌生产中的清洁
谷物接收、储存和加工
在谷物接收和所有储存区域,清洁度和遵守良好生产规范(GMPs)至关重要。无人看管的洒落谷物会吸引啮齿动物和昆虫。在潮湿条件下储存谷物可能促进微生物生长,导致土臭素的产生——这是一种土腥味化合物,会从谷物储存环节一直残留到包装产品中(Aylott,2003年)。许多蒸馏厂会按既定计划彻底清空并清洁所有谷物储存容器以及输送机、磨粉机和秤具。
麦芽汁制备
清洁麦芽汁制备设备对防止感染极为重要。糖化和喷淋温度不足以杀死所有感染性细菌。污染物的堆积会滋生细菌,进而逐批接种。在批次糖化系统中,重要的是在下一批次前用水冲洗残留的糖化醪。如果糖化桶在重新装料前空置数小时,需在开始下一批次前用蒸汽对容器进行消毒。糖化容器、传输管线和换热器需按定期计划用热苛性溶液清洁,并用化学消毒剂、热水或蒸汽消毒。
连续蒸煮系统最初在浆料罐中的操作温度可能允许微生物生长,这些微生物可能在后续更高的蒸煮温度下存活。蒸煮段加热表面的焦垢、结垢和水垢可能是一个重大问题,需要用酸性和碱性清洁剂进行清洁。
麦芽汁冷却、转移至发酵罐和接种酵母的操作需要彻底清洁和消毒以防止感染。这些区域的低温和丰富营养非常适合细菌生长。麦芽汁冷却器在工艺侧和冷却水侧都容易结垢。工艺侧的有机物堆积、碳水化合物和蛋白质物质可能滋生细菌并降低热传递效率。这些污染物最好通过频繁的碱性清洁去除。冷却水侧的水垢用酸性清洁剂去除,可能每年只需进行一次。
发酵
使用蒸馏酵母进行发酵时,通常伴随一定程度的可接受微生物感染(在某些情况下是期望的),这些感染与蒸馏酵母共存(见第8章)。必须对发酵罐、配件和传输管线进行有效清洁,以维持一致的发酵过程并控制发酵副产物的产生。除了风味考虑,蒸馏厂发酵罐中可接受的感染水平还受到以下事实的影响:细菌污染是酒精产量降低的主要原因(Narendranath,2003年)。
热碱性溶液(通常选择氢氧化钠)用于清洁发酵罐,化学消毒剂或水(热水或蒸汽)用于消毒。建议使用旋转喷头而非固定喷球来清洁发酵罐和其他储罐(Resenhoeft,2013年)。木质发酵槽通过用水冲洗,然后用蒸汽或热水消毒进行清洁。
蒸馏
发酵液的蒸馏(无论是否存在糖化谷物)是一项清洁挑战,可能对洗涤蒸馏器或啤酒蒸馏器/塔的换热器中的热传递产生显著影响。频繁的碱性清洁对于去除加热表面的有机污染物和焦垢是必要的,尤其是对于未过滤的麦芽汁。还需要用酸性清洁剂除垢,以去除蒸馏塔、换热器和用于处理蒸馏副产品的下游加热表面上堆积的啤酒石和其他水垢(Foote,2013年;Tegels和Mundell,2013年)。如果不加以控制,这些水垢会显著降低热传递并增加流体流动阻力。
调合
蒸馏后,产品中的酒精浓度极高,基本处于无菌状态,不再可能感染。另一方面,用于调合的水通常通过脱氯、软化或反渗透进行预处理。如果调合水通过反渗透系统处理,则必须去除氯(Aylott,2003年)。在这种情况下,调合水储罐和传输管线可能配备紫外线灯。此外,它们需要定期清洁和消毒,尤其是如果不连续使用并长时间存放死水的话。
包装
由于传统威士忌装瓶涉及的酒精浓度,微生物感染在此操作中不是主要问题。如果产品转换时存在明显的风味变化,设备可能需要用水冲洗以防止风味残留。调味产品(尤其是含乳制品的产品)在品牌之间需要更彻底的清洁。微生物感染可能是一个问题,尤其是在这些材料的储存和输送设备中。包装操作还需要严格遵守GMPs。灌装操作周围区域和包装材料储存区域必须清洁,完全没有任何昆虫。包装产品周围或内部不能存在任何形式的异物、昆虫和污染物。
清洁化学
清洁加工设备需要将清洁材料和方法与必须去除的污染物类型相匹配。为了选择合适的清洁材料并确定最佳使用方式,了解脏表面存在的污染物类型至关重要。
污染物类型
碳水化合物存在于谷物中,因此也存在于糖化醪、发酵液和蒸馏过程中。包括非发酵性糖在内的简单可溶性糖可能作为污染物残留在表面,但这些相对容易通过清洁去除。更大、更复杂的碳水化合物,如不溶性树胶或回生淀粉,是更大的清洁挑战,尤其是当它们沉积在加热夹套、糖化冷却器和蒸馏加热表面等热表面上时。
蛋白质类污染物源自谷物中的可溶性和不溶性蛋白质。与碳水化合物一样,它们会在表面堆积,有时形成难以去除的沉积物。谷物中存在的脂肪和油不溶于水,但通常不会造成严重的清洁问题。
碳水化合物、蛋白质和脂肪是有机化合物,而水垢通常是无机污染物沉积,通常为钙基。例如,发酵罐中的草酸钙(啤酒石)水垢和换热器及加热罐中的碳酸钙水垢。水中的钙与镁和铁一起以硬度形式存在。
生物膜是多种污染物的组合,如果不及早去除,可能发展成严重的感染源和主要的清洁挑战。生物膜始于微生物附着在表面,并与它们产生的多糖产物以及其他污染物结合。生物膜发展成含有活微生物的有机和无机污染物基质。生物膜发展的最后阶段是分散阶段,此时它会扩散到其他表面并生长。生物膜可能极难去除,且其中包含的微生物可能对抗菌剂的抗性增强。
清洁剂和消毒剂类型
水被称为通用溶剂,其本身对某些污染物是有效的清洁剂。可溶性糖和蛋白质容易被水去除,加热水会增加许多污染物的溶解度。硬水(即钙含量高的水)清洁效果比软水差。加热时,硬水会产生碳酸钙水垢。因此,硬水在用于清洁时通常需要软化。
水的表面张力也相对较高,这会阻碍其自由流动并润湿整个脏表面,包括可能积聚污染物的微小裂缝和缝隙。因此,可能需要添加润湿剂来帮助水覆盖整个表面。
清洁剂和消毒剂可分为四类(Kretsch,1994年):
- 碱性清洁剂
- 酸性清洁剂
- 洗涤剂添加剂
- 消毒剂
碱性清洁剂的pH值高于7。氢氧化钠(NaOH),也称为苛性钠,是最常见的碱性清洁剂。它相对便宜,碱性强且清洁效果好。缺点是冲洗性能差,因此可能需要添加冲洗剂。其他碱性清洁剂比苛性钠贵,但有优势。例如,氢氧化钾(KOH)冲洗性更好,对铜的腐蚀性比氢氧化钠弱。磷酸三钠(TSP,Na3PO4)的碱性比苛性钠弱,但使用更安全。它有助于软化硬水,添加次氯酸钠时效果非常好。碳酸钠(Na2CO3)的碱性也比苛性钠弱,但确实有助于软化硬水。
这些碱性清洁剂能有效破坏碳水化合物和蛋白质键,使有机污染物溶解。脂肪和油会被碱性清洁剂皂化,形成游离脂肪酸和甘油。然而,如果水是硬水,游离脂肪酸(会变成肥皂)会形成皂垢,使清洁更加困难。
酸性清洁剂用于去除碱性清洁剂无法去除的无机水垢。通常在先用碱性清洗去除有机污染物后,再进行酸洗。通常使用磷酸(H3PO4)和硝酸(HNO3)的混合物。盐酸(HCl)和硫酸(H2SO4)用于除锈和除垢。这些是更强的酸,对工人安全和设备腐蚀有影响。氨基磺酸(H3NSO3)也用于无机污染物,因为它具有良好的除垢性能,且比强盐酸和硫酸对工人更安全。
洗涤剂添加剂被添加到清洁化合物中以改善其性能。螯合剂是与金属离子结合并使其溶解的化学物质。在清洁中,将EDTA(C10H16N2O8)和葡萄糖酸钠(C6H11NaO7)等螯合剂添加到基础清洁化学品中,以防止与水中的钙和镁相关的水垢形成。它们也可用于去除表面的水垢;然而,这些化学物质昂贵且需要大量使用。
表面活性剂洗涤剂通过降低水的表面张力来改善其润湿能力。这使其能够渗透更多地方并更有效地清洁。在位清洁(CIP)系统中首选非离子表面活性剂,因为阴离子表面活性剂会产生大量泡沫。
次氯酸钠(NaClO)或稳定过氧化物等漂白剂与清洁剂混合使用,因为它们将长链蛋白质和多糖分子氧化成更小、更易溶的碎片。通常含200 ppm氯的氯化苛性钠和氯化TSP能有效分解蛋白质污染物并去除啤酒石。
化学消毒剂用于杀死清洁后残留的微生物;然而,在消毒步骤之前必须进行彻底清洁。从长远来看,对污染物进行消毒是无效的。次氯酸钠和碘ophor是两种广泛使用的消毒剂。它们价格低廉,具有广泛的微生物杀灭范围;然而,它们没有残留活性,如果系统中仍有污染物,次氯酸钠会被消耗。二氧化氯(ClO2)是一种非常有效的氯消毒剂,但必须每天在工厂中生成。过乙酸(CH3CO3H)是乙酸和过氧化氢的组合,价格昂贵且具有腐蚀性。它具有广泛的杀灭范围,有时声称具有酸性清洁效果。季铵化合物(称为quats,结构为 的带正电多原子离子,其中R是烷基或芳基)价格昂贵,但具有相当的杀灭范围和良好的残留活性。它们并不总是推荐用于发酵罐,因为其残留活性可能杀死发酵罐中的酵母。
清洁验证
执行清洁程序后,一个必然的问题是:"清洁是否足够彻底?"这意味着需要预先设定清洁度标准。清洁有效性的验证包括两个部分:首先是确认清洁过程正确执行,满足循环时间、温度、流量和浓度等要求,这些参数应在每个清洁循环中记录;其次是测量清洁结果,判断其是否成功。有多种方法可进行这些测量。
感官验证
尽管这是一种主观方法,但对清洁设备进行目视检查是一种简单经济的选择,在许多情况下也是验证清洁是否正确执行的有效方式。例如:能否看到清洗后罐体内部的污染物(使用手电筒很重要)?是否有清洁的气味?清洁时间、温度和浓度是否记录?换热器的加热速度是否正常?品尝也常被采用(如水储罐)。这些都是验证清洁过程有效性的简便快速检查方法。
微生物平板培养
可从管道和储罐中取样,接种到选择性琼脂平板培养基上,在受控温度下培养以检测微生物。打开清洁后的罐体,用拭子擦拭罐壁或难清洁区域,将样本划线接种到琼脂平板或液体培养基中。如果假定无菌的样本中存在微生物,通常2-5天后琼脂平板上会出现菌落。虽然等待结果的时间较长,但使用不同的选择性培养基可帮助识别感染细菌。从大型罐体或难以接近的管道区域获取代表性样本可能较为困难,常见的解决方案是对刚清洁过的储罐或管道排出的最终冲洗水进行取样。
生物发光分析仪
生物发光分析仪采用拭子法,取样后不到一分钟即可获得清洁度数值读数(Russell和Stewart,2003年)。三磷酸腺苷(ATP)是生物污染的指标,在荧光素酶存在的情况下可通过拭子检测到。检测时会发光,用发光计测量光强度并与ATP浓度相关联,ATP强度可作为衡量拭子表面污染物量的指标。根据经验可确定"通过/不通过"的强度值,用于判断清洁后的设备是否可使用或是否需要重新清洁。该方法无法确定污染物或微生物的种类。
卫生设计
如果从一开始就应用卫生设计原则,那么在工作场所和工艺设备中保持清洁就会容易得多。设计和建造不积尘且能用常规清洁设备有效清洁的建筑物、结构和设备至关重要。
设施设计
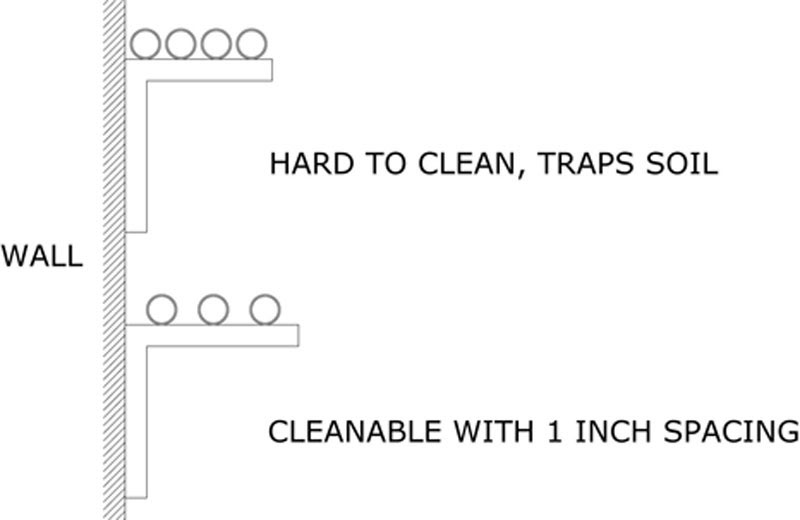
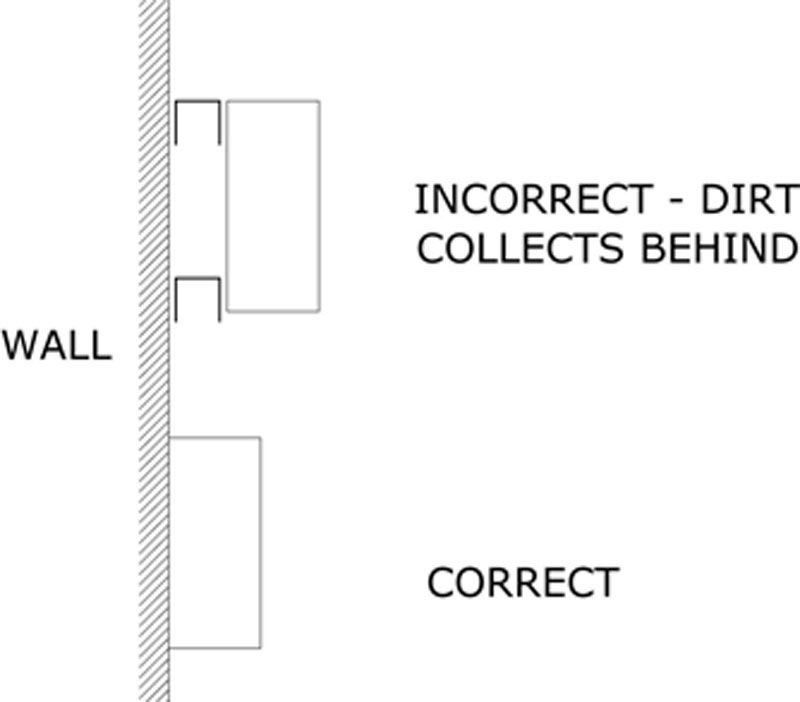
当关注卫生设计指南和良好生产规范时,工作空间和产品存储区域的可清洁性会得到改善。清洁可达性必须成为建筑和设备布局决策的一部分(烘焙行业卫生标准委员会,2004年)。建议仓库存储区域与所存储物品之间保持0.5米(18英寸)的间隙(图17.1)。管架上的管道和导管应间隔布置,以免污染物滞留在它们之间(图17.2)。安装在墙上的控制面板或其他箱体后面不应有间隙(图17.3)。

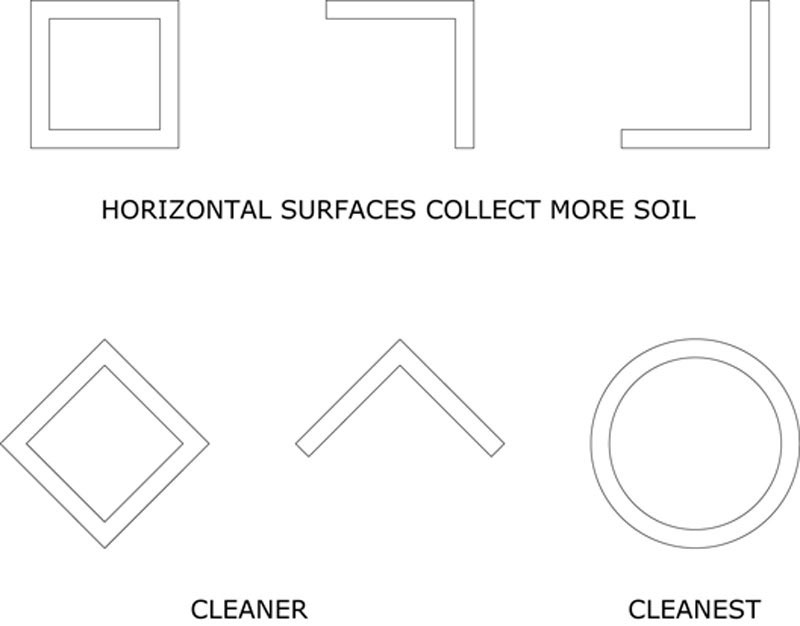
结构部件的设计对可清洁性和内务管理很重要。例如,平面比斜面更容易积尘。通常,选择斜面结构部件而非平面部件是可行的(图17.4)。管状部件的末端应始终封闭,以防止液体或其他污染物在内部积聚并成为感染源。湿加工区域的地板应有至少2%的排水坡度。所有地漏必须有存水弯,以防止下水道气体回流。《联邦法规》第21卷第110部分和《食品法典》标准中给出了更多关于可清洁设施设计的建议。
工艺设计
设计可清洁工艺设备的一大挑战是能否接触到产品接触的每个表面,并提供足够的擦洗作用以去除污染物。管道清洁要求清洁溶液的最小流速为1.5米/秒(5英尺/秒)。该流速可产生足够擦洗作用所需的完全湍流(Singh和Fisher,2003年)。实际上限为3米/秒(10英尺/秒)。不同管径所需的流速如表17.1所示。当管路中串联连接不同尺寸的管道时,会出现清洁问题。例如,如果管道直径从75毫米变为100毫米(3英寸至4英寸),要在两种管径中均实现1.5至3米/秒的流速,清洁流量范围需为689至770升/分钟(152至170英制加仑/分钟)。如果直径从75毫米变为150毫米(3英寸至6英寸),则无法在两种管径中均保持1.5至3米/秒的流速。
| 管道直径 | 最小清洁流量 |
|---|---|
| 毫米 | 英寸 |
| 50 | 2 |
| 75 | 3 |
| 100 | 4 |
| 150 | 6 |
| 200 | 8 |
| 300 | 12 |
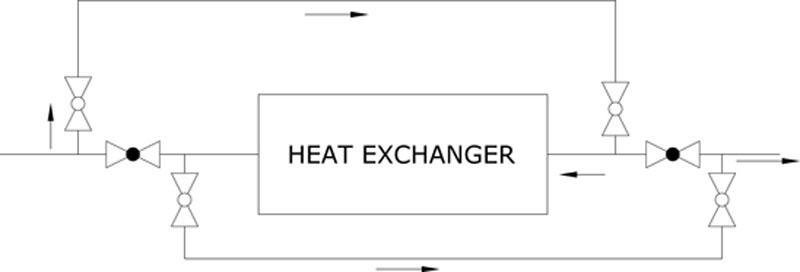
工艺设备的清洁流速或流量通常由设备制造商指定,板式换热器通常就是这种情况。如果没有建议,经验法则是清洁流量应比正常工艺流量高50%。对设备(如换热器)进行正向和反向清洁也非常有效(图17.5)。
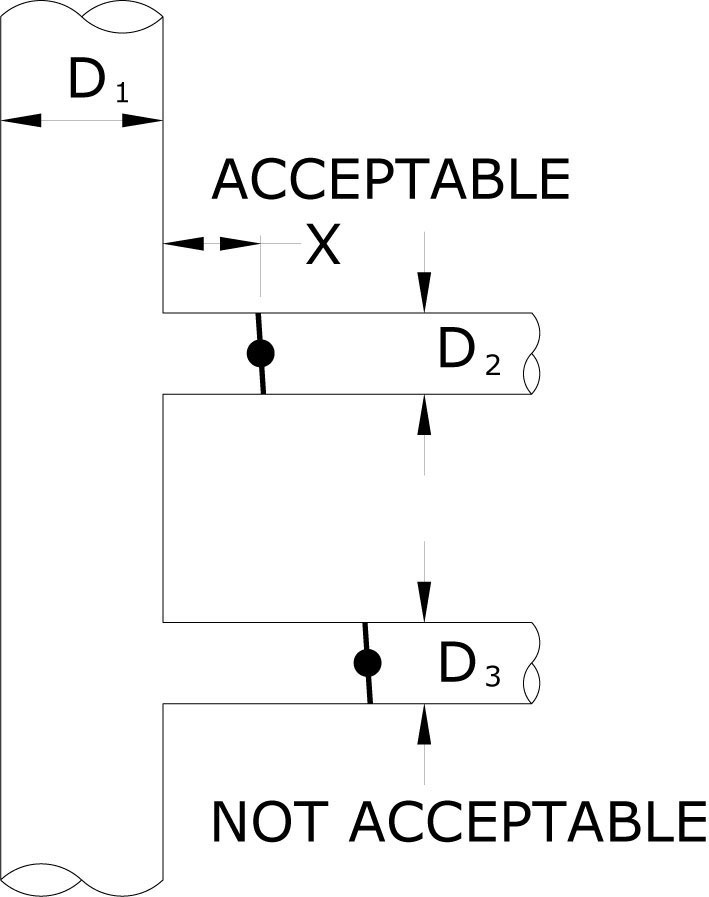
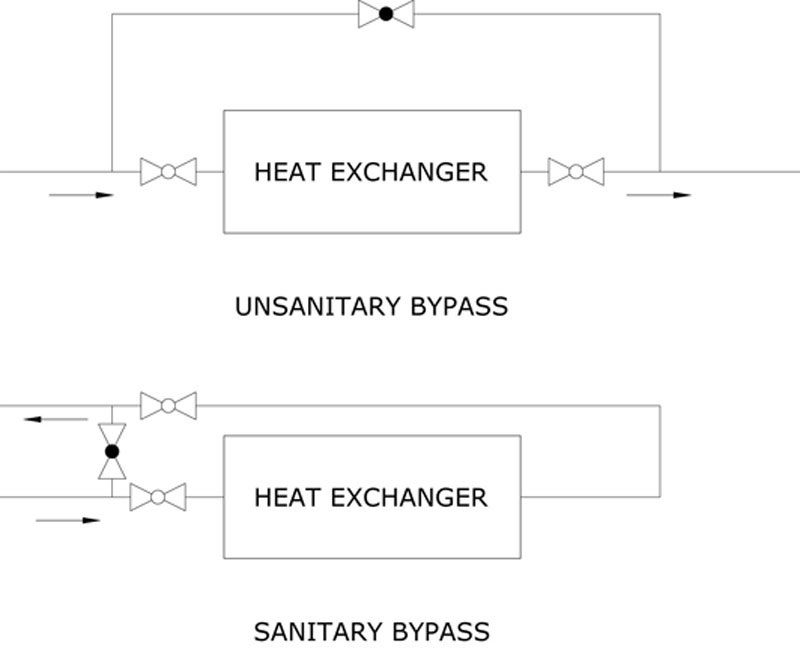
工艺设计中应始终避免死角和阴影区域。管道中出现三通时可能形成死角。如果支管上的阀门距离主管超过一个管道直径,支管很可能无法有效清洁。污染物会积聚,肮脏的支管将成为感染源。图17.6显示了可接受和不可接受的支管。当围绕设备建造旁通管时,有时会形成死角。图17.7显示了带有死角的不良旁通管和正确安装的卫生旁通管。
三通的朝向也很重要。支管的三通应始终水平朝向。如果支管朝上,会形成空气袋,在位清洁(CIP)时无法完全润湿,从而可能成为感染源。如果朝下,会形成无法排空的积液池,促进微生物生长(图17.8)。

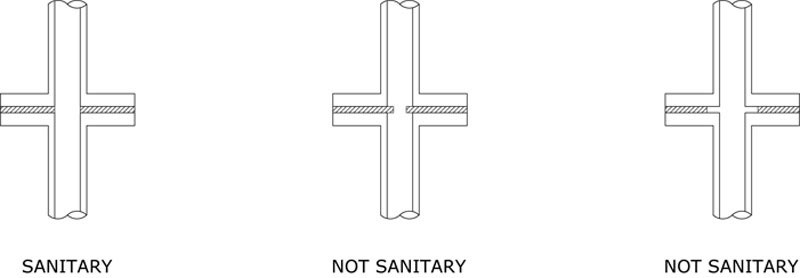
管道接头的正确密封也是卫生设计中的重要考虑因素。 gasket的内径应与管道的内径相同,这样 gasket的边缘将成为管壁的平滑部分。图17.9显示了尺寸正确的卫生 gasket,同时也显示了两个尺寸不正确的 gasket,一个过大,一个过小,两者都会因提供污染物积聚的地方而造成不卫生的情况。
罐内的湍流和擦洗作用通过罐内的CIP喷头(一个或多个)实现。CIP喷头以及清洁溶液的正确流量和压力必须与罐的直径和高度相匹配。直径达4米(13英尺)的罐使用压力高达2巴(30磅/平方英寸)的低压喷头。旋转喷头比固定喷球更受欢迎,因为它们能更全面地覆盖罐内表面。直径达15米(50英尺)的罐使用压力约6巴(90磅/平方英寸)的高压喷头(Resenhoeft,2013年)。这些喷头非常有效,因为在通常不到20分钟的一个循环中,罐的整个内表面都会受到高压清洁溶液流的直接冲击。
使用中央喷头清洁罐时,阴影区域很常见。使用内部冷却盘管时,盘管后面的罐壁以及盘管的背面永远不会受到喷头的直接冲击——它们会保持脏污!罐人孔边缘周围、罐挡板后面和搅拌器叶片背面也可能存在阴影区域。通过添加更多喷头或手动清洁来处理阴影区域的清洁问题。图17.10说明了一个容器中的两个清洁挑战:带有内部冷却盘管的木质发酵罐。木材的多孔性会滋生细菌,而盘管存在阴影区域。

在位清洁(CIP)系统
在位清洁系统可以非常简单,例如通过软管将便携式泵连接到待清洗的罐体(图17.11)。此时罐体作为溶液储存罐,溶液从罐体出口循环至泵,再到罐体喷头,然后流回出口。在通往喷头的路径中可能包括额外的产品管道和软管。该系统的一个缺点是发酵罐底部被溶液覆盖,无法受到喷头的直接冲击。另一个缺点是清洁循环结束后,溶液会被排入下水道。
其他CIP系统可能配备一系列复杂的储罐:淡水、循环冲洗水、苛性钠、酸和消毒剂(McCrorie,2012年)。这些系统可以手动控制,但更推荐使用计算机自动控制。工厂中不同的清洁路径和设备使用不同的程序。图17.12显示了使用仅有一个溶液罐的CIP系统清洗同一发酵罐的情况。这需要CIP回流泵将溶液送回溶液罐。该系统的一大优势是发酵罐底部被回流泵持续排空,使其能够受到喷头喷出的清洁溶液的直接冲击。另一个优势是洗涤剂溶液可以保存并重复使用。CIP系统中的最终水冲洗液通常会被保存,用作下一次清洁循环的预冲洗水。
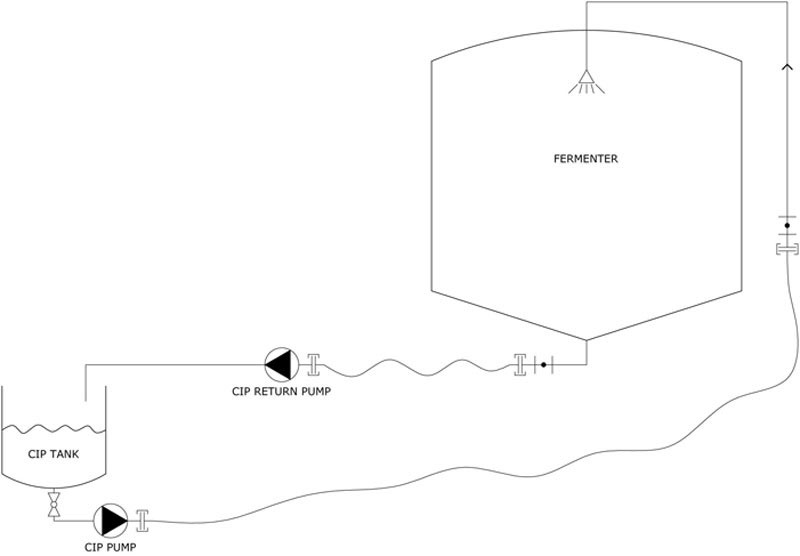
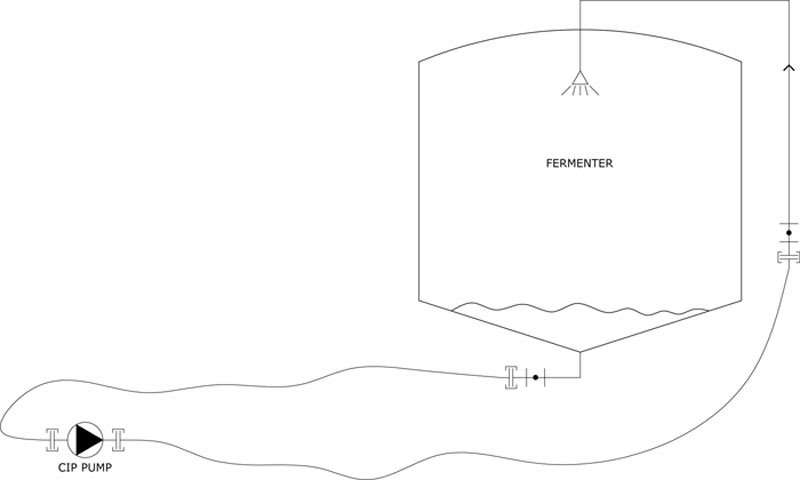
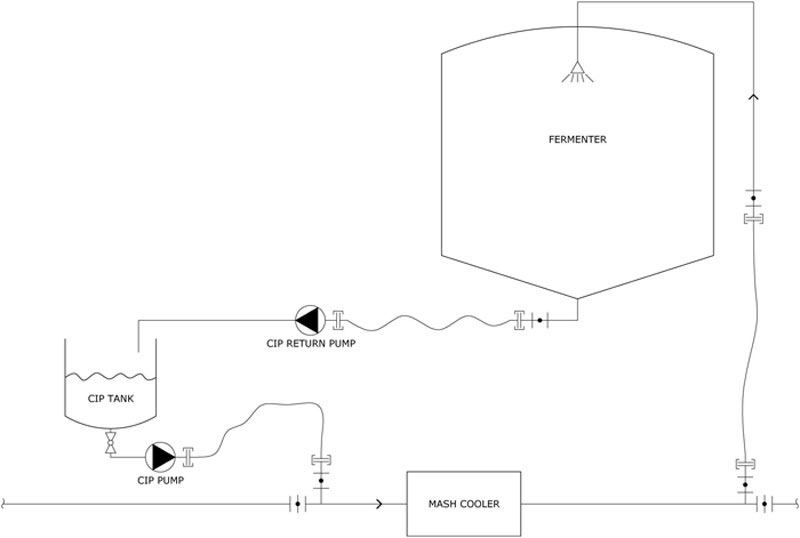
图17.13展示了一个有效的清洁回路,包括糖化冷却器、糖化管道和发酵罐。开发这样的清洁回路可以对糖化醪从热状态离开糖化容器、经过糖化冷却器并与酵母一起进入发酵罐的整个路径进行清洁和消毒。
致谢
作者感谢蒸馏师Roy Court、Conor O’Driscoll和Jerry Summers的讨论与建议,尤其感谢他们对蒸馏厂清洁要求和实践提供的深刻见解。
参考文献
-
Aylott R. 威士忌分析. 载于: Russell I 编. 《威士忌:技术、生产与营销》. 第3版. 伦敦: 学术出版社; 2003:297–299.
-
烘焙行业卫生标准委员会; 2004. 《易清洁设备设计手册》. 第3版. 可从http://www.bissc.org/designtoc.html获取。
-
国际食品法典委员会, 2003. 《食品卫生通用原则》, CAC/RCP 1-1969. 世界卫生组织, 联合国粮食及农业组织, 瑞士日内瓦 (www.codexalimentarius.org/standards/list-of-standards).
-
Foote G. 通过高传热实现效率提升. 《乙醇生产商杂志》. 2013;19(12):52–55.
-
Kretsch J. 啤酒厂卫生的实践考量. 《美洲酿酒大师技术季刊》. 1994;31(4):124–128.
-
Larson J, Power J. 管理清洁与消毒的四个T:时间、温度、滴定和湍流. 载于: Jacques KA, Lyons TP, Kelsall DR 编. 《酒精教材》. 第4版 2003:299–318.
-
McCrorie C. CIP技术的新发展. 《酿酒师与蒸馏师国际》. 2012;8(7):12–19.
-
Narendranath NV. 乙醇生产中的细菌污染与控制. 载于: Jacques KA, Lyons TP, Kelsall DR 编. 《乙醇教材》. 第4版 英国诺丁汉: 诺丁汉大学出版社; 2003:287–298.
-
Resenhoeft, J.W., 2013. 旋转冲击技术的罐体清洁. 《乙醇生产商杂志》, 9月19日 (http://ethanolproducer.com/articles/10252/tank-cleaning-with-rotary-impingement-technology).
-
Russell I, Stewart R. 微生物腐败的快速检测. 载于: Priest FG, Campbell I 编. 《酿造微生物学》. 第3版 2003:278–282.
-
Singh M, Fisher J. 酿造行业的清洁与消毒. 载于: Priest FG, Campbell I 编. 《酿造微生物学》. 第3版 2003:337–366.
-
Sinner H. 《家用洗衣机洗涤研究》. 德国出版社: Haus/Heim; 1959.
-
Tegels J, Mundell K. Absolute Energy应对蒸发器结垢. 《乙醇生产商杂志》. 2013;19(6):84–86.
-
《联邦法规》第21卷第110部分 - 可从www.gmppublications.com/Part110.htm获取。
下一章:第18章:威士忌全球包装发展
回到目录