《威士忌生产工艺与营销策略(第二版)》第十一章
第11章:熟成
John Conner
摘要
在威士忌生产中,对最终产品质量最重要的影响因素之一是用于陈酿的橡木容器。在烈酒于该容器中存放期间,其感官特性会发生重大变化。新蒸馏酒的刺鼻、尾酒香气会转变为成熟威士忌的典型醇厚特征。烈酒的颜色也会从几乎清澈变为金棕色。本章概述了当前对陈酿过程的技术理解,并描述了影响产品质量的主要变量。目前,陈酿过程的控制通过精心选择和采购酒桶及其重复使用来实现。这种木材策略因公司而异,甚至在公司内部针对个别产品也有所不同,用于确保为调和与装瓶持续供应质量优良且多样的威士忌。
关键词
酒桶构造 酒桶再生 制桶橡木 蒸馏成分 环境条件 蒸发损失 灌装酒精度 热处理 陈酿时间 酒窖 木材衍生香气 木材策略
引言
在苏格兰威士忌的生产中,已知有许多因素会影响产品的最终质量,包括水源、大麦品种、泥煤使用程度、发酵工艺、蒸馏器类型和蒸馏条件等。然而,其中最重要的因素之一无疑是用于陈酿的橡木容器。在烈酒存放于该容器的过程中,其感官特性会发生重大变化。新蒸馏酒的刺鼻、带有尾酒味的香气会转变为成熟威士忌特有的醇厚特质,烈酒的颜色也会从近乎无色变为金棕色。
从历史角度看,陈酿的起源较为模糊;很可能在18和19世纪,大多数蒸馏出的威士忌在饮用时并未经过陈酿。然而,传统上威士忌的酿造是季节性的过程,因此必然涉及一段存储期。这种存储不可避免地会使用木桶,而木桶的类型取决于合适木材的可获得性。在美国,由于白橡木储备丰富,使用新桶存储是常见做法。在苏格兰,合适的木材供应有限,因此会使用二手容器,如旧雪利酒桶或白兰地桶。随着时间的推移,人们意识到这种存储的好处,陈酿期逐渐成为威士忌生产中公认的环节,并被纳入全球各地对威士忌的法律定义中。
从表面上看,陈酿过程似乎很简单:将烈酒装入木桶,放置在酒窖中使其成熟。然而,有许多变量会影响成熟威士忌的质量。所用木桶的类型、制造方法,甚至存储期间的气候条件都会影响陈酿过程,本章将详细描述这些因素。在选择和控制陈酿变量时,必须考虑特定威士忌的传统和产品预期。美国波本威士忌和田纳西酸麦威士忌在新的烤焦橡木桶中陈酿,而在苏格兰、爱尔兰、日本和加拿大生产的威士忌则在之前用于陈酿波本威士忌或用于发酵和运输雪利酒的橡木桶中陈酿(Booth 等人,1989)。因此,虽然苏格兰麦芽威士忌在新的烤焦橡木桶中陈酿可能会产出成熟度良好的威士忌,但它可能不容易被识别为苏格兰威士忌(Clyne 等人,1993)。
本章概述了当前对陈酿过程的技术理解,并描述了影响产品质量的主要变量。目前,陈酿过程的控制是通过精心选择和采购木桶及其重复使用来实现的。这种木材策略因公司而异,甚至在公司内部针对不同产品也有所不同,其目的是确保为调和与装瓶持续供应质量优良且风格多样的威士忌。
最后,作者的专业知识来自于在苏格兰威士忌行业的工作经验,因此本章主要基于苏格兰威士忌的陈酿展开。世界上其他威士忌的生产使用与苏格兰类似的一系列木桶类型,例外的是美国纯威士忌,尤其是波本威士忌和田纳西酸麦威士忌,它们在新的烤焦橡木桶中陈酿。
制桶橡木
全球绝大多数威士忌都在由美国白橡木制成的木桶中陈酿。此外,也有少量木桶由西班牙和日本生长的橡木制成。某些产品在二次陈酿(收尾)过程中越来越多地使用葡萄酒和加强型葡萄酒桶,这就需要使用来自法国和葡萄牙等其他国家的特定橡木桶。
大多数美国橡木桶最初是为陈酿纯(波本)威士忌而制作的。美国橡木的紧密制桶生产主要使用白栎(Quercus alba),但也可能包括许多类似物种,如双色栎(Q. bicolor)、穆伦贝格栎(Q. muehlenbergii)、星毛栎(Q. stellata)、大果栎(Q. macrocarpa)、琴叶栎(Q. lyrata)和杜兰德栎(Q. durandii)。美国波本酒桶的主要生产地区是肯塔基州和密苏里州,但木材可能来自美国中部和东部的更多州(Swan,1994)。在用于陈酿纯威士忌后,这些酒桶会出售给世界各地的威士忌生产商。在苏格兰,大多数用过的波本酒桶作为整装酒桶(190升)从美国进口。拆解酒桶运输的做法正在减少。这些桶板“散件”通常会被重新组装成猪头桶,使用更多的桶板和新的普通橡木端板,以提供更大的容量(250升)。
美国橡木也会进口到西班牙用于制作雪利酒桶。雪利酒生产商偏爱使用这种橡木,实际上任何用于雪利酒生产的木桶都可能是美国橡木制成的(González Gordon,1990)。这种木桶的使用(和重复使用)有着悠久的历史。对20世纪头十年装瓶的苏格兰威士忌的分析表明,它是在由美国橡木制成的雪利酒或葡萄酒桶中陈酿的(Pryde 等人,2011)。雪利酒 butt(500升)也可能由西班牙生长的橡木制成。这些橡木来自西班牙北部的加利西亚、阿斯图里亚斯、坎塔布里亚和巴斯克地区收获的无梗花栎(Quercus robur)或无柄栎(Q. petraea),曾用于将雪利酒运输到英国装瓶。当西班牙雪利酒的定义变更为包括在西班牙装瓶的要求时,这种雪利酒桶的来源就消失了,这要求威士忌生产商直接与锯木厂和雪利酒生产酒庄交易,以获取所需的木材供应(Ramsay,2008)。
日本有少量由日本橡木(Quercus mongolica)制成的木桶用于威士忌陈酿。日本橡木生长在东亚,包括日本、朝鲜半岛、中国东北和库页岛南部。日本橡木桶容量为500升,通常在使用前用欧罗索雪利酒陈化一年(Noguchi 等人,2010)。
尽管许多国家对威士忌的定义规定需在橡木桶中陈酿,但有些(如欧盟)仅简单提及木桶(欧洲委员会,2008)。许多类型的木材已用于生产紧密制桶容器,并且人们重新开始研究使用橡木以外的物种来陈酿葡萄酒(Fernández de Simón 等人,2009)和甘蔗蒸馏酒(Bortoletto 和 Alcarde,2013)。尽管有些物种显示出改善烈酒质量的潜力,但与橡木物种相比,其挥发性成分的特征或热处理过程中木材聚合物和脂质降解的变化可能导致分析或感官特征不够平衡或不够复杂。这些研究都没有提供关于可能导致其不适合长期储存液体的孔隙率问题的损失信息,而且很可能只有有限的橡木物种将继续用于生产用于葡萄酒和烈酒陈酿的木桶。
木材的结构
某些橡树适合紧密制桶的结构特征是其髓射线和侵填体。髓射线是沿树干半径从中心到树皮的薄平结构,比树木其他部分的结构坚硬得多,被认为是不透水的。在大多数树木中,髓射线仅一个细胞宽,但在橡树和其他一些硬木中,它们可能有多个细胞宽(多列)。在橡树物种中,这些异常大的射线占木材体积的19%至32%。在白栎(Quercus alba)——美国紧密制桶中最常用的橡木物种——中,这些射线占木材体积的28%,对木材的强度和柔韧性有重要贡献(Schahinger和Rankin,1992)。
白橡木还包含导电的导管分子或管道,在每个年轮的春季部分,其直径可达0.3毫米。侵填体的生长——在边材转化为心材过程中由细胞壁膨胀形成——密封了导管的通道,从而防止桶板两端泄漏。侵填体的形成仅发生在约20种橡树中(Schahinger和Rankin,1992)。
木材组织由细胞和细胞间物质组成。细胞壁结构由大分子成分纤维素、半纤维素和木质素构成,而细胞间区域主要由木质素组成。除了木材的主要聚合物部分外,还存在相对少量的低分子量成分(提取物),但这些不是细胞壁结构的组成部分。
纤维素是木材中最丰富的成分,约占总含量的一半。它可描述为具有均匀链结构的线性聚合物,由脱水吡喃葡萄糖单元组成。这些单元通过β-(1,4)-糖苷键连接,该键由两个葡萄糖单元的C1和C4羟基之间脱去一分子水形成。相邻纤维素分子上的羟基之间的氢键导致原纤维的形成,这些原纤维共同构成细胞壁层,并为剩余的木材成分提供构建超结构的基础(Fengel和Wegener,1984)。
除纤维素外,细胞壁还含有其他多糖,称为半纤维素,作为纤维素超结构的基质(Parham和Gray,1984)。这些化合物是支链杂聚物,比纤维素分子短得多。半纤维素主要由糖成分组成,可分为戊糖、己糖、己糖醛酸和脱氧己糖等组。半纤维素分子的主链(骨架)可由一个或多个糖单元组成,连接到该链上的是其他糖成分(侧基),如4-O-甲基葡萄糖醛酸和半乳糖(Fengel和Wegener,1984)。橡木木材的半纤维素主要基于木糖(木聚糖),占干重的15%至30%。其主链由β-D-吡喃木糖单元组成,通过α-(1,4)-糖苷键连接。每十个木糖单元中约有七个在C2或C3位置被O-乙酰基取代。除乙酰侧基外,4-O-甲基葡萄糖醛酸单元沿链以不规则间隔通过α-(1,2)-糖苷键连接(Sjostrom,1981)。
木材的第三个主要成分是木质素,它具有高分子量的高度支化三维结构。木质素位于细胞壁和细胞间区域(中间层),充当木材细胞的粘合剂。橡木木材含有15%至30%的木质素,其中70%或更多位于细胞壁本身(Parham和Gray,1984)。木质素的复杂结构由被羟基和甲氧基取代的苯丙烷单元构建。在硬木如橡木中,木质素由两种前体——松柏醇和芥子醇——聚合形成。这两组的反应产生通过各种醚键和碳-碳键连接的混合聚合物,涉及芳香环和侧链(Monties,1992)。木质素与几乎所有半纤维素成分之间也已证明存在化学键,并且认为木质素与纤维素之间也存在化学键。这些键和成分之间的物理关联在维持橡木木材的结构完整性中起什么作用尚不清楚(Haluk和Irmouli,1998)。
除了木材组织的主要大分子细胞壁成分外,橡木还可含有高达12%的低分子量成分。这些成分不参与木材的超结构,但容易被成熟的烈酒提取,并可能在陈酿过程中对风味发展产生重大影响。提取物的组成复杂,因树木的物种和来源而异。制桶橡木的主要关注成分是可水解单宁和挥发性化合物(Masson和Puech,2000)。可水解单宁部分负责橡木的涩味,已鉴定出多种基于没食子酸和鞣花酸的结构,尽管这些在热处理过程中会降解;成熟烈酒提取的主要成分是游离酸(Mosedale,1995)。
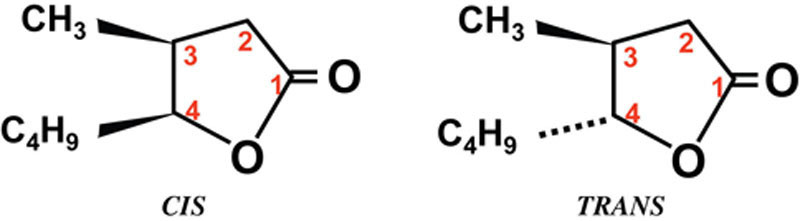
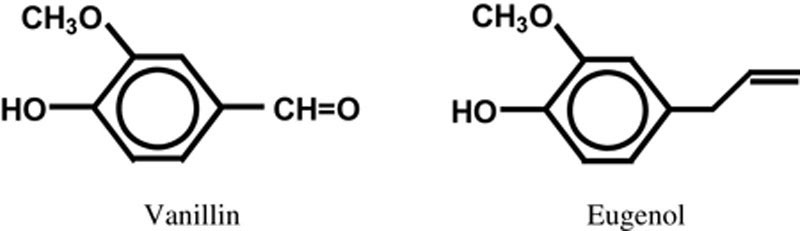
橡木含有许多挥发性化合物,通过气相色谱-质谱法检测到约100个峰(Masson和Puech,2000)。威士忌陈酿中感兴趣的是内酯和挥发性酚类(后续部分描述)以及有机酸。主要有机酸是乙酸和亚麻酸。亚麻酸是成熟威士忌中潜在的浑浊成分,其降解产生有气味的醛和醇(Chatonnet和Dubourdieu,1998)。橡木内酯是橡木木材中的主要挥发性化合物之一,在成熟威士忌的香气中起重要作用,尤其是顺式异构体,其感知阈值比反式异构体低得多。挥发性酚类如丁香酚和香草醛也少量存在,尽管这些可能因橡木的热降解而增加。
木桶制造
木材加工
用于生产木桶的橡木原木,最初会根据原木上可能存在的缺陷,切割成桶板或桶端(木桶两端)的长度。这些较短的木料随后进行四开锯(图11.1),切割穿过原木中心并沿其半径进行。从这些四开木料中,可将扁平的桶板和桶端木材切割至合适的厚度,最终从原木中回收约50%的可用木材(Schahinger和Rankin,1992)。
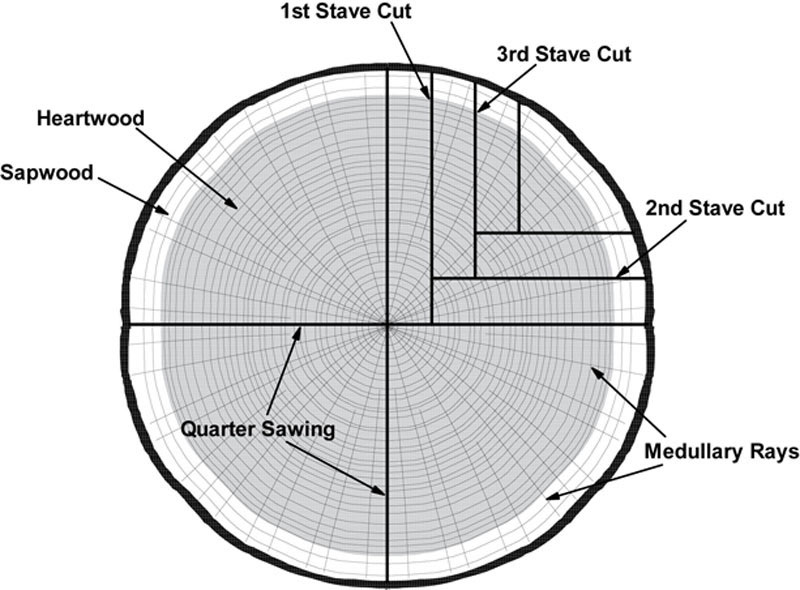
从四开原木开始,第一锯从平行于树半径的一个平面去除。然后将四开木料旋转90°,从另一个平面进行第二锯。重复此过程,直到四开木料中剩余的木材过小而无法使用。然后从锯制木材中去除边材和任何死心材,以生产成品桶板和桶端坯料。
该过程的下一阶段是木材的干燥或风干。在美国,用于生产波本酒桶的所有橡木都在窑中干燥约一个月。这将木材的水分含量降低到约12%的可用水平。在整个干燥过程中,木材保持在特定的温度和湿度条件下,以确保干燥过程高效,并最大限度减少木材损坏,如桶板端部出现裂缝或裂纹。
在西班牙,用于生产雪利酒桶的木材风干过程截然不同。桶板和桶端坯料最初在西班牙北部生长地区风干约9个月,将木材水分含量降低到约20%。然后将木材运至西班牙南部较温暖的雪利酒生产地区,在那里进一步风干约6至9个月,直至水分含量降低到约14%至16%的可用水平。
波本酒桶构造
在波本酒桶的制造中,干燥的粗切桶板坯料首先进行拼接,以生产出边缘光滑成角度且中间比两端稍宽的桶板。这对于形成所需的酒桶形状至关重要。酒桶的组装开始于将直桶板排列成一端封闭的圆形结构。然后将该组件在约95°C的温度下蒸10至20分钟,使木材纤维软化,便于桶板弯曲。然后使用绞盘将桶板拉成传统的酒桶形状,并用临时铁箍固定到位。
该过程的下一部分是加热桶壳内部。就威士忌陈酿而言,这可能是酒桶生产中最重要的阶段,因为它决定了木桶陈酿烈酒的能力。仍因蒸煮过程而潮湿的桶壳,首先加热至230至260°C约15分钟。这会驱走表面水分并将桶板固定为酒桶形状(Hankerson,1947)。然后对桶壳进行炭化,包括点燃内部并让其燃烧,直至达到所需的炭化程度。陈酿过程中形成的炭化层及其下方的烤焦层的作用将在以下部分描述。
酒桶端部通过使用木销将适当厚度的橡木块固定在一起制成。然后将其切割成带有斜角边缘的圆形桶头。同样经过炭化处理的端部随后插入桶壳中。斜角边缘嵌入桶壳两端切割的凹槽(称为croze)中。最后,装上箍,制成成品波本酒桶。
雪利酒桶构造
与波本酒桶的生产一样,500升雪利酒butt的桶板同样呈锥形,但更长更厚。180升的酒桶需要约30块桶板建造,而较大的butt则包含约50块桶板。这些桶板最初被组装成圆形结构,如同波本酒桶的生产,用临时箍固定形状。然后将该组件置于约200°C的明火上。这既加热木材使其变为棕色,又使其更易弯曲,允许使用绞盘缓慢拉成传统的butt形状。雪利酒桶的构造不涉及蒸煮,但在加热过程中会向桶板外部喷水以防止开裂。与波本酒桶的生产一样,端部最初通过固定桶端木材制备,但使用金属销代替木销。然后将这些切割成圆形桶头并插入桶壳中,制成成品雪利酒butt。
热处理控制
控制木桶的烤焦和炭化对成熟烈酒的感官特性有重大影响(Perry等人,1990;Spillman等人,2004)。烤焦强度通常由时间控制,分为轻度、中度或重度(Mosedale和Puech,1998)。烤焦通常使用各个制桶师维持的橡木屑火;因此,不同制桶厂之间以及不同制桶师之间存在很大差异。正在研究新方法以更好地对烤焦木桶进行分类。这些方法基于烤焦过程中产生的挥发物的色谱分析,或使用基于金属氧化物的气味传感器进行评估(Chatonnet,1999)。最近,傅里叶变换红外(FTIR)光谱已被研究用于木炭的质量控制(Labbé等人,2006),并被发现是监测因热处理引起的木材化学变化的有力工具。除了评估烤焦或炭化木桶的方法外,还开发了替代且可能更可控的烤焦方法,包括红外加热(Wickham,2009)和热空气对流(Fantoni-Salas和Fernandez-Mesa,2007)。
木桶再生
木桶的持续重复使用会耗尽可用的色素和提取物,直至无法实现令人满意的陈酿效果。这些木桶可以再生,在苏格兰,再生方法是先用旋转刷或连枷系统去除内表面的炭化层,然后用燃气燃烧器重新炭化。当木桶重新炭化时,木质素的热降解会产生与新炭化木桶相似的风味化合物。然而,橡木的其他成分(如橡木内酯和可水解单宁)无法再生;因此,再生木桶中木材提取物的平衡与新炭化木桶截然不同。目前苏格兰威士忌行业使用的旋转刷或连枷系统无法去除足够的耗尽木材,使陈酿烈酒无法接触到木材的更深层。对耗尽桶板内不同深度木材的提取和分析表明,只有桶板内层的提取物被耗尽。对更深层的分析表明,它们含有新木材的成分(如橡木内酯和单宁),这些成分通常无法再生(Conner等人,2012)。现在使用新的切割头去除更多耗尽的木材,其应用得到了葡萄酒行业试验的支持(Wickham,2009)。据报道,结合对暴露木材的烤焦,去除多达8毫米的耗尽木材可恢复新木桶85%的活性(Smith,2010)。
化学与威士忌陈酿
现代分析技术已用于鉴定成熟威士忌中越来越多的成分,但往往未尝试阐明它们对感官特性的影响。针对鉴定香气活性成分的研究描绘了一个简单得多的图景。通过气相色谱-嗅觉测量法(GCO)在波本威士忌中鉴定出的45种最具气味活性的挥发性成分中,只有7种是陈酿过程中从木桶提取的橡木成分。研究发现,顺式橡木内酯、丁香酚和香草醛的风味稀释因子最高,其次是反式橡木内酯、3-羟基-4,5-二甲基-2(5H)-呋喃酮、4-乙基-2-甲氧基苯酚和2-甲氧基苯酚(Poisson和Schieberle,2008a)。香气重组研究表明,省略顺式橡木内酯和香草醛会导致风味发生显著变化(Poisson和Schieberle,2008b),但仅将这两种化合物添加到在二次填充木桶中陈酿的谷物威士忌中,无法复制在新烤焦橡木桶中陈酿的相同烈酒的成熟香气(Conner等人,2001)。这表明其他木材成分(如丁香酚、4-乙基-2-甲氧基苯酚和2-甲氧基苯酚)必须对成熟烈酒的香气有贡献。重组研究还表明,省略原始蒸馏液的成分(如乙酯、3-甲基丁酸乙酯)会导致香气发生非常显著的变化。事实上,新制蒸馏液中存在的香气化合物在陈酿过程中几乎没有损失或降解。因此,陈酿过程中发生的巨大感官变化是由于少量新制蒸馏液香气的消失和有限数量木材香气的增加所致。这两种来源的香气相互作用很可能在成熟特征的形成中起重要作用。
木材衍生香气
木材衍生香气可源自未加工的心材、木桶制造过程中木材聚合物的热降解,以及木桶先前使用的残留。未加工心材中最重要的香气化合物是橡木内酯;在用于制桶的橡木物种中,四种可能的非对映异构体中有两种是天然存在的:顺式(3S,4S)和反式(3S,4R)(图11.2)。这两种异构体的比例因物种而异,甚至同一物种内也因来源森林而异。顺式异构体在美洲橡木陈酿的威士忌中占主导(Waterhouse和Towey,1994),而反式异构体在日本橡木陈酿的威士忌中占主导(Noguchi等人,2010)。欧洲橡木往往使每种异构体的浓度相等,尽管比例可能有所不同,某些地区的木材中顺式异构体占主导(Masson等人,1995)。橡木内酯不是在热处理过程中形成的,对耗尽的美洲和日本橡木桶重新炭化不会重现首次填充桶的感官特征(Noguchi等人,2012)。
香草醛天然存在于橡木中,但热处理会使其浓度大幅增加,在此过程中它由木质素的热降解形成。除香草醛外,木质素降解还产生松柏醛、芥子醛、丁香醛以及香草酸和丁香酸(Nishimura等人,1983;Reazin,1983),但这些物质的水平未超过其气味阈值。热处理强度会影响芳香醛和酸的水平。使用橡木片的研究表明,温度高达约200°C会增加这些化合物的水平(Nishimura等人,1983),而更高的温度和炭化会因挥发和碳化而降低水平。在木桶中,炭化会增加烈酒提取的木质素分解产物的水平。尽管炭化层几乎不含芳香族化合物,但热渗透到亚表层会促进热降解反应,并将芳香醛和酸的深度增加到6毫米(Perry等人,1990)。尽管在桶板更深层,炭化层不会阻碍它们的提取,因为炭化过程中木材结构的破坏增加了陈酿烈酒的渗透。尽管大部分香草醛是在初始热处理过程中形成的,但这可能通过木桶使用期间的水解和氧化等过程补充一小部分不稳定木质素的分解(Conner等人,1993)。随着木桶的重复使用,这种形成途径变得越来越重要。
丁香酚存在于橡木的心材中,也在热处理过程中产生。在首次填充桶中陈酿的威士忌中,其浓度似乎比香草醛更易变(Conner等人,2001;Poisson和Schieberle,2008b)。与香草醛不同,重新炭化耗尽的木桶不会再生丁香酚,这表明它不是由木桶木材中结构木质素的降解形成的(见图11.3)。在无柄栎(Quercus petraea)中已鉴定出丁香酚的糖苷前体(Nonier等人,2005)。因此,热处理过程中产生的量的可变性可能与其在原始橡木中的浓度和/或热处理过程中降解的前体量有关。其他酚类成分的来源和感官影响尚未完全表征。其中一些(如4-乙基-2-甲氧基苯酚、2-甲氧基苯酚)也存在于新制烈酒中,它们在成熟产品中的影响将是两种来源的综合。
另一组具有感官影响的成分是可水解单宁,尽管它们影响的是味道而非香气。橡木含有单体和二聚体糖苷鞣花单宁,如_castalagin_、vescalagin、grandinin_和_roburins A–E,它们在热处理和陈酿过程中经历一系列转化,导致威士忌中的多酚与原始橡木单宁不同。castalagin_的热处理主要产生脱氢_castalagin_和鞣花酸,以及少量_castacrenin F(Fujieda等人,2008)。vescalagin_主要产生脱氧_vescalagin,对_roburins A_和_D_分别观察到类似的脱氧和脱氢化合物(Glabasnia和Hofmann,2007)。两项研究都报告了在鞣花单宁热处理过程中形成未表征的酚类/类黑精物质,测试表明这会产生复杂感、满口感以及涩味(Glabasnia和Hofmann,2007)。将波本威士忌中橡木鞣花单宁的浓度与其味觉识别阈值进行比较表明,除鞣花酸外,所有物质均低于阈值(Glabasnia和Hofmann,2006),这表明热处理和陈酿的综合作用降低了可水解单宁的整体涩味。
在成熟威士忌中还检测到糖、半纤维素和纤维素的分解产物。糠醛(糠醛和5-羟甲基糠醛)几乎没有感官影响,但其形成可能伴随其他具有甜味、焦糖和烤香的分子的形成。加热后在烤焦橡木中鉴定出麦芽酚和2-羟基-3-甲基-2-环戊烯酮(Nishimura等人,1983),但将其存在量与气味阈值比较表明,它们的感官影响可能有限(Cutzach等人,1997)。通过GCO在威士忌和雪利酒中经常检测到索托隆(3-羟基-4,5-二甲基-2(5H)-呋喃酮),但使用液相色谱(无加热)分析很少得到超过其气味阈值的浓度。
影响蒸馏液成分的反应
陈酿开始时进入木桶的新制烈酒的感官特征可能会被陈酿过程中发生的许多相互作用所改变。木桶内表面炭化层的形成是聚合物成分碳化的结果,对陈酿威士忌的颜色或提取物贡献很小。然而,它在去除未成熟特征方面起着重要作用,已被证明可促进二甲硫醚的氧化(Fujii等人,1992),并可能通过吸附和氧化的组合降低其他硫化合物的浓度(Philp,1986)。
陈酿过程中会通过木桶表面蒸发挥发性化合物。对于模型威士忌,蒸发速率从烈酒中乙醛的32%到异戊醇的5%,以及己酸乙酯和乙酸的1%不等(Hasuo和Yoshizawa,1986)。蒸发被认为是二甲硫醚(Fujii等人,1992)和二氢-2-甲基-3(2H)-噻吩(Nishimura和Matsuyama,1989)损失的主要途径。蒸发还会影响陈酿过程中木材和蒸馏液成分的浓度。这些成分大多数的沸点远高于乙醇和水,随着烈酒量的减少,它们的浓度会增加(Baldwin和Andreasen,1974)。
改变蒸馏液成分的化学反应包括氧化、酯化和缩醛形成,这一系列反应以乙醇氧化为乙醛和乙酸,以及它们随后转化为1,1-二乙氧基乙烷和乙酸乙酯为代表(Reazin,1981)。乙酸乙酯的形成占陈酿过程中观察到的酯水平增加的更大比例。控制该反应速率的因素仍不明确。Nishimura等人(1983)观察到,由于模型溶液中存在木材提取物,乙醛浓度较高,并且已提出涉及可水解单宁、溶解氧和铜离子相互作用以产生活性氧化剂(如超氧化物和过氧化物)的机制(Philp,1986)。最近的研究表明,随着重要促进剂铜被木桶木材吸附,这种相互作用的动态在陈酿过程中发生变化(Muller和McEwan,1998)。此外,现在有大量研究将木桶提取物鉴定为具有吸附自由基和防止氧化能力的抗氧化剂(例如,McPhail等人,1999)。因此,这些化合物的作用及其对陈酿过程中反应速率的影响需要进一步阐明。
木材香气和提取物的存在可能以多种方式掩盖烈酒的未成熟特征。存在直接的感官相互作用,即强烈的木材香气会减少硫味或尾酒味的影响。不太占主导地位的木材香气也可能通过增强对正蒸馏液特征的感知来相互作用。然而,由于难以创建逼真的威士忌香气模型,这种相互作用的性质和程度尚未得到研究。化学和物理化学相互作用已被认为是木材提取物的存在可能改变成熟威士忌中未成熟特征感知的方式。陈酿过程中pH值的降低(取决于木桶)会影响弱碱的电离状态,从而影响其挥发性(Delahunty等人,1993)。已使用差示扫描量热法(Nishimura等人,1983)、小角光散射(Aishima等人,1992)、液体簇的质谱分析(Furusawa等人,1990)和质子核磁共振(Nose等人,2004)研究了物理化学变化。测量表明,成熟威士忌中乙醇和水的结构发生了变化,这主要与非挥发性成分的存在有关。然而,当波本威士忌的脱臭非挥发性残留物在香气重组研究中用作基质时,与中性酒精中的相同气味物质相比,与原始样品的相似性仅略有改善(Poisson和Schieberle,2008b)。这表明对于波本威士忌(和其他在重复使用木桶中陈酿的威士忌),物理化学变化不是决定香气的关键因素。诱导这种变化所需的提取物水平可能仅在首次填充雪利酒桶或长时间陈酿后才能达到。
木桶类型
不应将陈酿视为均匀的过程,无论木桶类型如何,都会发生相同的反应。最可能的是,一种蒸馏液与任何一种木桶的特定组合会导致风味特征随时间的发展(Philp,1986)。用于陈酿威士忌的主要木桶类型的典型香气及其发展总结如下:
- 新炭化木桶——典型特征是木质、香草、椰子和树脂味。木材香气主要是心材成分和热降解产物。蒸馏液特征通过炭化介导的吸附或降解而改变。强烈的木材香气可能掩盖一些蒸馏液特征。
- 前雪利酒木桶——典型特征是香草、水果和甜味。木材香气主要是心材成分和热降解产物,可能因接触雪利酒的时期而改变和增加。蒸馏液特征可能被木材香气和欧洲橡木桶中高水平的提取物掩盖。美洲橡木雪利酒桶中较低水平的提取物可能是其减少(掩盖)此类特征的能力有限的原因。
- 前波本酒木桶——典型特征是干爽、花香、芳香和香草味。木材香气仍然主要是心材成分和热降解产物,但可能通过木材聚合物的水解和氧化而增强。蒸馏液特征通过炭化介导的吸附或降解而改变,尽管炭化的活性可能低于首次填充。较低水平的木材香气可能增强正蒸馏液特征,尽管长时间陈酿可能会产生强烈的木材香气,掩盖一些蒸馏液特征。
- 二次填充木桶——典型特征是顺滑、香草和甜味。木材香气主要来自桶板的亚表层,在那里它们可能由木材聚合物的水解和氧化形成。还会从先前的填充中提取成分,对于谷物烈酒,这可能对威士忌特征产生重大影响。炭化层的活性未知,但几乎可以肯定每次填充都会降低。随着其他降解途径的减少,通过蒸发损失未成熟特征/硫化合物可能更为重要。
- 再生木桶——典型特征是木质、香草和甜味。木材香气主要是热降解产物。先前填充的一些成分可以在再生过程中保留(如泥煤特征)。蒸馏液特征通过炭化介导的吸附或降解而改变。
在前三种木桶中,心材成分是成熟烈酒特征的重要贡献者,因此橡木的来源可能影响威士忌的成熟特征。比较由美洲和欧洲橡木制成的雪利酒桶时,不同橡木物种的影响最为明显。欧洲橡木生产的威士忌具有高水平的颜色和提取物,以及突出的香草、水果和甜味香气。相比之下,美洲橡木桶生产的威士忌相对清淡、花香,并且减少新制烈酒中未成熟特征的能力有限。因此,美洲橡木雪利酒桶更适合干净、更精致的蒸馏液,其特征会被欧洲橡木桶的大量提取物掩盖。此外,不同类型的橡木对热处理的反应不同,可能需要不同的条件来产生最佳水平的颜色和提取物。
没有常用的木桶可以提供烤焦或炭化热处理之间的比较。在实验室研究中,炭化产生的颜色和提取物水平低于烤焦,因为两者都会在炭化的较高温度下因挥发和碳化而损失。烤焦通常保留用于葡萄酒桶,在威士忌使用之前,它会引入其他变量,如葡萄酒成分的转移以及葡萄酒接触对木桶木材的影响。
木桶的重复使用导致木材化合物的产量下降(Reazin,1981)。随着颜色和提取物的减少,成熟特征(如顺滑、香草和甜味)的发展也会减少,对未成熟特征(如肥皂味、油味和硫味)的抑制也会减少(Piggott等人,1993)。橡木香气存在但不占主导地位,木材的作用是整合蒸馏液的个体特征并增强产品复杂性(Swan,1994)。首次填充和二次填充木桶的比较表明,首次填充烈酒中存在的大多数木材香气仍可在二次填充木桶的烈酒中检测到,但水平要低得多(Conner等人,2001)。然而,相对量可能会改变,不同的平衡会导致成熟特征的变化。
其他陈酿变量
尽管木桶类型是陈酿的主导因素,但其他变量也会影响烈酒的成熟品质。其中最重要的是陈酿时间,但其他因素如填充酒精度和酒窖条件也起作用。
陈酿时间
时间是蒸馏烈酒陈酿的重要变量。10至20年的陈酿期并不少见,尽管这些会产生高质量的成熟烈酒,但尚未确定产生这些品质的重要反应。在这些时间尺度上识别反应的一个特殊问题是,在实验室建模时,在实际实验时间内可能观察不到明显的活性。
大量研究跟踪了陈酿过程中颜色和木材成分的提取。在首次和二次填充木桶中,最初6至12个月内会有快速的初始提取。此后,提取速率降低,尽管在整个陈酿期间颜色和木桶成分持续稳定增加。初始快速提取归因于木桶木材中游离提取物的快速扩散。此后的稳定增加是由于通过烈酒水解和空气氧化的组合释放更多浓度的可水解单宁和木质素分解产物。烈酒的蒸发增加了所有非挥发性同系物的浓度,也可能导致这种稳定增加。在二次填充木桶中,大多数游离提取物已被耗尽,通常没有初始快速提取。提取物通常在陈酿期间线性增加,反映了同系物通过水解和氧化形成的速度较慢;因此,木桶提取物水平的增加通常伴随着长时间的陈酿,尽管这在很大程度上取决于木桶类型。尚未研究长时间陈酿对木桶衍生同系物相对量的影响,但观察到的芥子醛与丁香醛的比例以及松柏醛与香草醛的比例下降,以及香草酸和丁香酸比例的增加,表明缓慢转化为更氧化的提取物。
颜色和木桶提取物为陈酿期间的加成反应提供了易于测量的标记。尚未跟踪减法反应的此类标记,因此不知道它们对老年威士忌感官特性的贡献。蒸发将在整个陈酿期间发生,在苏格兰,这伴随着酒精度的降低。长时间陈酿可能会导致烈酒量大幅减少,这可能会影响木材和蒸馏液成分的溶解度。因此,长链乙酯、脂肪和乙醇木质素的浓度可能降低,糖和可水解单宁的浓度可能增加。最近的研究表明,二甲二硫的炭化介导减少主要发生在陈酿的前18个月内。木桶对铜的吸附将降低较老烈酒中产生的活性氧化剂水平。然而,老年白兰地中rancio特征的发展归因于脂肪酸氧化为酮,因此可能存在其他尚未确定的反应,这些反应因长时间陈酿而促进。最后,随着陈酿时间延长,提取物和木材香气水平的增加可能导致蒸馏液香气的感官和物理化学掩盖。
填充酒精度
蒸馏液通常以恒定酒精度填充到木桶中。麦芽威士忌通常稀释至体积比57%至70%之间(abv),谷物威士忌的陈酿酒精度可能更高,但通常低于80%(abv)。烈酒酒精度影响陈酿威士忌中风味同系物的提取和形成。较低的酒精度有利于提取水溶性木材成分,如可水解单宁、甘油和糖(Reazin,1981)。较高酒精度的蒸馏液提取更多乙醇溶性同系物,如内酯。总体而言,发现增加填充酒精度会降低陈酿期间形成的颜色、固体和挥发性酸的水平(Baldwin和Andreasen,1974;Reazin,1983)。一些木材/蒸馏液反应可能依赖于水的存在。因此,随着烈酒酒精度的增加,水浓度将降低,反应速率将变慢,导致最终产品中的同系物水平降低。一个值得注意的例外是酯的形成,它在陈酿期间保持恒定,不受填充酒精度的影响。为了控制木材成分的提取,木桶用经验得出酒精度的蒸馏液填充。该酒精度很少超过80%(abv),因为高于此酒精度会导致提取过多的木材脂质和乙醇木质素,从而在装瓶前造成过滤问题。
仓储
威士忌的陈酿要求公司具备合适的存储设施,以容纳大量的木桶库存。传统上,陈酿威士忌存放在酒厂旁边的石砌单层或多层仓库中。然而,随着生产规模的扩大,大型集中式多层仓库被用来增加存储容量。在陈酿过程中,木桶并非不透水的容器,因此会允许烈酒(包括乙醇和水)蒸发和空气(氧气)进入。少量烈酒的损失长期以来一直是陈酿过程中公认的一部分(称为“天使的份额”)。研究发现,这些损失会随着仓库环境条件的变化而变化(Reid和Ward,1994)。仓库的温度和环境存在局部、区域和国家层面的差异,这些差异会影响蒸发损失以及陈酿的速率和进程。
仓库类型
传统的陈酿仓库是石砌的单层或多层建筑,木质屋顶衬板上覆盖石板。这些仓库的底层有煤渣地板,其他楼层则是木质地板。仓库通常在建造时没有防潮层,湿度往往取决于周围的土壤类型和地下水位。木桶以堆垛方式存储,通常两层或三层高,彼此堆叠,每层之间有木质滑道。大型集中式多层仓库的基本结构是砖墙、混凝土地板和绝缘铝或石棉屋顶。带有木质滑道的钢货架允许木桶以侧卧方式紧密排列成平行的长排,货架可高达12排。最近,仓库不再使用货架,而是用叉车将木桶竖放在托盘上,堆叠高达八层。托盘化存储在木桶处理效率和仓库容量方面具有显著优势,但可能导致更高的蒸发损失和更低的提取物水平。
环境条件和蒸发损失
建筑结构的差异导致通风和隔热方面的重要变化。仓库的大面积屋顶及其普遍较差的隔热性能,使得太阳热量通过屋顶以相对较高的速率传递到上层。如果没有自然或强制空气循环,上层周围会积聚热的 stagnant 空气,仓库顶部和底部之间会出现明显的温度差异。这种效应在美国大陆的夏季最为明显,此时顶层温度可达50至60°C,而底层温度仅为18至21°C(USEPA,1978)。在苏格兰,受墨西哥湾流影响的海洋性气候使温度变化较小,夏季顶层通常为16至20°C,底层为10至15°C。传统仓库通常较低,具有更好的隔热特性,因此不会出现多层货架仓库那样的极端内部温度梯度。
仓库温度和湿度会影响蒸发损失。在仓库内,温度和湿度呈负相关。在受控气候条件下,温度和湿度已被证明会影响乙醇和水的相对损失速率。升高温度会增加乙醇和水的蒸发损失。湿度影响乙醇和水的相对损失速率。在高湿度下,乙醇的损失多于水,酒精度降低;在低湿度下,水的损失多于乙醇,酒精度升高(Philp,1989)。将这些结果应用于仓库环境并非易事,因为条件可能随季节、每月甚至每日而变化。在苏格兰,尽管仓库的位置会影响陈酿的季节性和月度温度,但由于其他环境和仓库因素的影响,这不能直接与损失相关联。
仓库湿度与陈酿期间的水分流失之间存在直接关系。对于大型货架式和托盘式仓库,顶层和底层之间存在明显差异。底层周围的环境通常稳定且湿度较高。在顶层,随着温度升高,湿度每天都会明显下降,这意味着顶层的水分流失更高(Reid和Ward,1994)。因此,对于陈酿相同烈酒的同等木桶,在仓库底层陈酿时酒精度可能降低,而在顶层陈酿时酒精度可能升高。然而,顶层的总蒸发损失会更高。湿度也解释了酒精度变化的国际差异。在美国,相对炎热干燥的气候促使水蒸气相对于乙醇优先损失,因此陈酿期间酒精度会升高(Reazin,1981)。在苏格兰,凉爽潮湿的环境有利于乙醇比水更容易损失,因此陈酿期间酒精度会降低。
关于陈酿期间仓库通风的影响,研究较少,可能是由于难以量化这一参数。蒸发速率在很大程度上取决于木桶周围的空气流动。在通风良好的仓库中,木桶周围的乙醇和水浓度会降低,但对蒸发损失和成熟品质的影响尚未量化。个别仓库的管理还受到健康和安全法规以及移动木桶和开关窗户所涉及的劳动力等因素的影响。在苏格兰,仓库通常没有任何主动通风系统,空气交换将取决于当时的天气条件、仓库的遮蔽程度以及每周打开的次数。
对质量的影响
仓库参数(如温度、温度循环、湿度和通风)对威士忌质量的影响尚不完全清楚。当前的仓库操作方法并非通过设计和计算发展而来;相反,每个蒸馏厂的操作在很大程度上是传统和经验的结果。温度的化学影响是直接的。较高的温度会增加提取、反应和扩散的速率。在受控条件下,陈酿期间提取的非挥发性物质含量随温度显著增加(Philp,1989)。在大型仓库中,顶层陈酿的烈酒通常比底层陈酿的烈酒颜色更深,非挥发性物质含量更高。温度循环也可能起作用。木桶内部温度和压力的变化导致烈酒量的膨胀和收缩,这被认为会增加液体进出木桶木材的运动。
在受控气候条件下,未观察到与温度或湿度相关的高地和低地麦芽烈酒的一致差异;然而,对于谷物烈酒,注意到一些差异。在较高温度下陈酿的谷物烈酒被描述为更甜但不够纯净,而在较低温度下生产的威士忌更顺滑、更宜人(Philp,1989)。这表明仓库条件的影响是微妙的,可能被蒸馏液特性和木桶间的差异所掩盖。最近的一项研究表明,典型的陈酿物理和化学反应在仓库最热的(顶层)层进行得更快。日本仓库中顶层和底层木桶的威士忌在特征上存在显著差异(Nakajima和Fujii,2012)。顶层的木桶产生更高水平的酚类化合物、酯类和高级醇,威士忌被描述为木质、香草、水果/酯类和花香。底层木桶的威士忌被描述为绿色/草香、谷物和尾酒味。尽管存在这些差异,但尚未确定产生所需产品质量的最佳温度(Reazin,1981),不同条件的影响通常在装瓶前通过木桶选择来平均。
木材策略
蒸馏厂致力于从不同酒厂生产一系列具有可识别且独特特征的独特烈酒。这些个别威士忌特征的一致性至关重要,不仅对于将作为单一麦芽和谷物威士忌出售的烈酒如此,对于将用于调和的威士忌也是如此。由于木材是影响威士忌特征的主要因素之一,并占生产成本的相当比例,因此蒸馏厂制定成功且具有成本效益的木材策略来控制整体产品质量至关重要。
木材策略的一个重要方面是引入新木桶。如果要保持威士忌质量,重要的是要有健康的新制桶橡木木材流入木桶库存。因此,当木桶达到耗尽点时,应将其从系统中移除并引入新木桶。这些耗尽的木桶中有一部分可能会被送去再生,但这不会重现木桶的原始状态,因此可以回收到系统中的木桶数量是有限的。大多数新木桶是来自美国的前波本酒桶,还有数量较少但同样重要的来自西班牙的雪利酒butt。就波本酒桶而言,木桶构造和热处理不受苏格兰威士忌公司的控制,所购买木桶的质量在很大程度上是未知的。雪利酒桶可以由美洲和欧洲橡木制成。这一变量与木桶构造过程中对木材进行的热处理相结合,对木桶的陈酿性能和其将生产的烈酒特征有很大影响。同样,如果直接从雪利酒生产商处购买木桶而不事先了解其历史,那么木桶性能的质量将是未知的。为了克服这个问题,一些苏格兰威士忌公司的木材策略延伸到木桶的首次使用,要么通过获取木桶历史知识,要么为木材类型、雪利酒类型和存储期等变量提供规格。
有效的木材策略应确保充分利用木桶的陈酿潜力。这可以通过将木桶类型和用途与特定的烈酒类型相匹配来实现。木桶管理涉及将新制烈酒的特定风味特征与有能力将烈酒陈酿以生产其目标产品所需威士忌质量的木桶相匹配。开始用于陈酿一种类型烈酒的木桶可能最终用于陈酿另一种烈酒。例如,表现出高度陈酿活性的木桶可能能够陈酿具有浓郁感官特征的麦芽威士忌烈酒。经过几次二次填充后,其活性会下降,然后可能用于陈酿较淡的烈酒,如谷物威士忌。其他变量在确保木桶的最大利用方面也很重要。这些变量包括木桶二次填充的次数、烈酒存储期以及木桶存储的仓库环境。
总之,需要对木桶库存及其用途进行精心管理,以确保为调和与装瓶持续供应质量优良且多样的威士忌。
致谢
作者感谢帝亚吉欧苏格兰有限公司的吉姆·贝弗里奇(Jim Beveridge)和爱丁顿集团(The Edrington Group)的乔治·埃斯皮(George Espie)在本章原始版本编写期间提供的帮助和建议。
参考文献
-
Aishima T, Matsushita K, Nishikawa K. 使用O¹⁷核磁共振和小角X射线散射测量白兰地陈酿. 收录于: Cantagrel R 编. 《烈酒的酿造与认知:品质探索、传统与创新》. 巴黎: Lavoisier, Tec. & Doc; 1992:473–478.
-
Baldwin S, Andreasen AA. 不同酒精度陈酿十二年的波本威士忌中同系物的发展. 《AOAC杂志》. 1974;57(4):940–950.
-
Booth M, Shaw W, Morhalo L. 调和与装瓶. 收录于: Piggott JR, Sharp R, Duncan REB 编. 《威士忌的科学与技术》. 哈洛, 埃塞克斯: Longman Scientific & Technical; 1989:295–326.
-
Bortoletto AM, Alcarde AR. 不同木材酒桶中陈酿的甘蔗烈酒中的同系物. 《食品化学》. 2013;139(1–4):695–701.
-
Chatonnet P. 橡木桶烤焦强度和质量的鉴别与控制. 《美国酿酒与葡萄栽培杂志》. 1999;50(4):479–494.
-
Chatonnet P, Dubourdieu D. 鉴定橡木中导致“锯末”香气的物质. 《食品与农业科学杂志》. 1998;76:179–188.
-
Clyne J, Conner JM, Piggott JR, Paterson A. 桶炭化对苏格兰威士忌陈酿的影响. 《国际食品科学与技术杂志》. 1993;28:69–81.
-
Conner JM, Piggott JR, Paterson A. 用于苏格兰威士忌陈酿的橡木桶中木质素的分析. 《食品与农业科学杂志》. 1993;60:349–353.
-
Conner JM, Reid K, Richardson G. 苏格兰威士忌顶空风味成分的固相微萃取分析及其与感官感知的相关性. 收录于: Leland J, Schieberle P, Buettner A, Acree T 编. 《气相色谱-嗅觉测量法:最新进展》. 华盛顿特区: 美国化学学会; 2001:113–122.
-
Conner JM, Patterson M, Owen C, Freeman J. 通过再生和重复使用酒桶减少对新木材的需求. 收录于: Walker G, Fotheringham R, Goodall I, Murray D 编. 《蒸馏酒——科学与可持续性》. 诺丁汉, 英国: 诺丁汉大学出版社; 2012:47–54.
-
欧洲委员会. 《欧洲议会和理事会关于烈酒的定义、描述、展示、标签和地理标志保护的第110/2008号法规》. 《欧盟官方杂志》. 2008;L39:16–54.
-
Cutzach I, Chatonnet P, Henry R, Dubourdieu D. 制桶用加热橡木中具有“烤香”香气的挥发性化合物的鉴定. 《农业与食品化学杂志》. 1997;45:2217–2224.
-
Delahunty CM, Conner JM, Piggott JR, Paterson A. 成熟威士忌中杂环含氮化合物的感知. 《酿造学会杂志》. 1993;99:479–482.
-
Fantoni-Salas A, Fernandez-Mesa A. 2007. 用于热风对流葡萄酒保护桶内壁烤焦的工艺和设备, 美国专利号 US7179082 B2.
-
Fengel D, Wegener G. 《木材:化学、超微结构、反应》. 纽约: Walter de Gruyter; 1984:66–131页.
-
Fernández de Simón B, Esteruelas E, Muñoz ÁM, Cadahía E, Sanz M. 金合欢、栗子、樱桃、白蜡和橡木中的挥发性化合物,及其在制桶中的应用前景. 《农业与食品化学杂志》. 2009;57(8):3217–3227.
-
Fujieda M, Tanaka T, Suwa Y, Koshimizu S, Kouno I. 威士忌中橡木鞣花单宁氧化产生的多酚的分离与结构. 《农业与食品化学杂志》. 2008;56:7305–7310.
-
Fujii T, Kurokawa M, Saita M. 威士忌陈酿过程中挥发性化合物的研究. 收录于: Cantagrel R 编. 《烈酒的酿造与认知:品质探索、传统与创新》. 巴黎: Lavoisier, Tec. & Doc; 1992:543–547.
-
Furusawa T, Saita M, Nishi N. 威士忌中乙醇-水簇的分析. 收录于: Campbell I 编. 《第三届阿维莫尔麦芽、酿造与蒸馏会议论文集》. 伦敦: 酿造学会; 1990:431–438.
-
Glabasnia A, Hofmann T. 感官导向鉴定美国白橡木(Quercus alba L.)和欧洲橡木(Quercus robur L.)中具有味觉活性的鞣花单宁,并对波本威士忌和橡木陈酿红葡萄酒进行定量分析. 《农业与食品化学杂志》. 2006;54:3380–3390.
-
Glabasnia A, Hofmann T. 橡木(Quercus alba L.)烤焦后形成的脱氢和脱氧鞣花单宁的鉴定与感官评价. 《农业与食品化学杂志》. 2007;55:4109–4118.
-
González Gordon M.M. 1990. 《雪利酒:高贵的葡萄酒》(John Doxat 修订编辑). Quiller Press, 伦敦.
-
Haluk J-P, Irmouli M. 制桶橡木中的固定聚合物成分:纤维素、半纤维素和木质素. 《制桶科学与技术杂志》. 1998;4:43–82.
-
Hankerson FP. 《制桶手册》. 纽约: Chemical Publishing; 1947:24–27页.
-
Hasuo T, Yoshizawa K. 威士忌陈酿期间通过酒桶的物质变化和物质蒸发. 收录于: Campbell I, Priest FG 编. 《第二届阿维莫尔麦芽、酿造与蒸馏会议论文集》. 伦敦: 酿造学会; 1986:404–408.
-
Labbé N, Harper D, Rials T, Elder T. 红外光谱和多变量分析研究木炭的化学结构. 《农业与食品化学杂志》. 2006;54:3492–3497.
-
Masson E, Puech J-L. 不同窑干方式对无柄橡木(Quercus petraea (Matt.) Liebl.)中鞣花单宁和挥发性物质含量的影响. 《制桶科学与技术杂志》. 2000;6:59–78.
-
Masson G, Guichard E, Fournier N, Puech JL. β-甲基-γ-辛内酯的立体异构体. II. 法国橡木(Quercus robur 和 Quercus petraea)和美国橡木(Quercus alba)木材中的含量. 《美国酿酒与葡萄栽培杂志》. 1995;46(4):424–428.
-
McPhail DB, Gardner PT, Duthies GG, Steele GM, Reid K. 用电子自旋共振光谱评估苏格兰威士忌的抗氧化潜力:与含羟基芳香化合物的关系. 《农业与食品化学杂志》. 1999;47:1937–1941.
-
Monties B. 橡木木材的化学成分:酚类化合物,与可能影响葡萄酒和烈酒品质的某些物理化学性质的关系. 《木材与葡萄酒和烈酒品质》. Martillac: Vigne et Vin Publications Internationales; 1992:59–72.
-
Mosedale JR. 橡木对酒精饮料陈酿的影响,特别是威士忌. 《林业》. 1995;68(3):203–230.
-
Mosedale JR, Puech J-L. 蒸馏饮料的木材陈酿. 《食品科学与技术趋势》. 1998;9:95–101.
-
Muller S, McEwan A. 麦芽烈酒陈酿过程中铜浓度变化的观察. 收录于: Campbell I 编. 《第五届阿维莫尔麦芽、酿造与蒸馏会议论文集》. 伦敦: 酿造学会; 1998:318–321.
-
Nakajima N, Fujii T. 利用日本仓库条件差异创造多种威士忌. 收录于: Walker G, Fotheringham R, Goodall I, Murray D 编. 《蒸馏酒——科学与可持续性》. 诺丁汉: 诺丁汉大学出版社; 2012:199–204.
-
Nishimura K, Matsuyama R. 陈酿与陈酿化学. 收录于: Piggott JR, Sharp R, Duncan REB 编. 《威士忌的科学与技术》. 哈洛: Longman Scientific & Technical; 1989:235–263.
-
Nishimura K, Ohnishi M, Masuda M, Koga K, Matsuyama R. 陈酿过程中木材成分的反应. 收录于: Piggott JR 编. 《蒸馏饮料的风味:起源与发展》. 奇切斯特: Ellis Horwood; 1983:225–240.
-
Noguchi Y, Hughes PS, Priest FG, Conner JM, Jack F. 酒桶木材种类对成熟威士忌香气的影响——日本橡木桶赋予的独特特征的鉴定. 收录于: Walker GM, Hughes PS 编. 《蒸馏酒——新视野:能源、环境与启示》. 诺丁汉: 诺丁汉大学出版社; 2010:243–251.
-
Noguchi Y, Hughes PS, Priest FG, Conner JM, Jack F. 日本橡木桶中威士忌内酯异构体的行为. 收录于: Walker G, Fotheringham R, Goodall I, Murray D 编. 《蒸馏酒——科学与可持续性》. 诺丁汉: 诺丁汉大学出版社; 2012:191–198.
-
Nonier M-F, Vivas de Gaulejac N, Vivas N, Vitry C. 无柄栎(Quercus petraea Liebl.)木材中糖苷结合的风味化合物. 《风味与香料杂志》. 2005;20:567–572.
-
Nose A, Hojo M, Suzuki M, Ueda T. 陈酿威士忌中溶质对水和乙醇相互作用的影响. 《农业与食品化学杂志》. 2004;52:5359–5365.
-
Parham RA, Gray RL. 木材的形成与结构. 收录于: Rowell R 编. 《实木化学》. 华盛顿特区: 美国化学学会; 1984:3–56.
-
Perry D, Ford A, Burke G. 酒桶再生. 收录于: Campbell I 编. 《第三届阿维莫尔麦芽、酿造与蒸馏会议论文集》. 伦敦: 酿造学会; 1990:464–467.
-
Philp JM. 苏格兰威士忌陈酿期间的风味发展. 收录于: Campbell I, Priest FG 编. 《第二届阿维莫尔麦芽、酿造与蒸馏会议论文集》. 伦敦: 酿造学会; 1986:148–163.
-
Philp JM. 酒桶质量与仓库条件. 收录于: Piggott JR, Sharp R, Duncan REB 编. 《威士忌的科学与技术》. 哈洛: Longman Scientific & Technical; 1989:264–294.
-
Piggott JR, Conner JM, Paterson A, Clyne J. 不同历史的橡木桶陈酿对苏格兰威士忌成分和风味的影响. 《国际食品科学与技术杂志》. 1993;28:303–318.
-
Poisson L, Schieberle P. 应用香气提取物稀释分析表征美国波本威士忌中最具气味活性的化合物. 《农业与食品化学杂志》. 2008;56:5813–5819.
-
Poisson L, Schieberle P. 通过定量测量、香气重组和省略研究表征美国波本威士忌中的关键香气化合物. 《农业与食品化学杂志》. 2008;56:5820–5826.
-
Pryde J, Conner J, Jack F, Lancaster M, Meek L, Owen C, Paterson R, Steele G, Strang F, Woods J. “沙克尔顿”麦金莱苏格兰威士忌的感官与化学分析. 《酿造学会杂志》. 2011;117(2):156–165.
-
Ramsay J. 获取合适的木材. 《国际酿酒师与蒸馏师》. 2008;4(9):46–47.
-
Reazin GH. 威士忌陈酿的化学机制. 《美国酿酒与葡萄栽培杂志》. 1981;32(4):283–289.
-
Reazin GH. 威士忌陈酿的化学分析. 收录于: Piggott JR 编. 《蒸馏饮料的风味:起源与发展》. 奇切斯特: Ellis Horwood; 1983:225–240.
-
Reid KJ, Ward A. 传统仓库与货架仓库的蒸发损失. 收录于: Campbell I, Priest FG 编. 《第四届阿维莫尔麦芽、酿造与蒸馏会议论文集》. 伦敦: 酿造学会; 1994:319–322.
-
Schahinger G, Rankin B. 《酿酒师制桶指南》. 阿德莱德: Ryan Publications; 1992:4–15页.
-
Sjostrom E. 《木材化学:基础与应用》. 纽约: 学术出版社; 1981:60–67页.
-
Smith F. DBS 帮助酒厂推出“几乎全新”的酒桶. 《澳大利亚与新西兰葡萄种植者与酿酒师》. 2010;552:50–51.
-
Spillman PJ, Sefton MA, Gawel R. 橡木来源、风干位置和制桶对橡木陈酿葡萄酒中挥发性化合物组成的影响. 《澳大利亚葡萄与葡萄酒研究杂志》. 2004;10(3):216–226.
-
Swan JS. 为蒸馏行业采购橡木木材. 收录于: Campbell I, Priest FG 编. 《第四届阿维莫尔麦芽、酿造与蒸馏会议论文集》. 伦敦: 酿造学会; 1994:56–70.
-
美国环保署. 威士忌仓储与陈酿. 成本与工程研究——威士忌仓储挥发性有机排放控制. 研究三角公园, 北卡罗来纳: 美国环境保护署; 1978:2-1–2-16.
-
Waterhouse AL, Towey JP. 橡木内酯异构体比例区分美国和法国橡木桶发酵的葡萄酒. 《农业与食品化学杂志》. 1994;42:1971–1974.
-
Wickham N. 美国、法国橡木试验支持凤凰革命. 《澳大利亚与新西兰葡萄种植者与酿酒师》. 2009;548:112–114.
下一章:第12章:调配
回到目录