《威士忌生产工艺与营销策略(第二版)》第十章
第10章:谷物威士忌蒸馏
Douglas Murray
摘要
19世纪早期对大量威士忌的需求促使了有别于分批壶式蒸馏的蒸馏方法的发展,如连续蒸馏。各种谷物的使用、操作方法和蒸馏器设计,使得2014年运营的每家蒸馏厂都独具特色。传统的科菲蒸馏器仍在与更现代的塔式蒸馏器和真空蒸馏器一同使用。塔板设计、能量传递以及不良风味化合物的去除,是理解不同类型设备的操作和选择的关键。该设计还依赖于对气液图、回流比、理论塔板计算以及操作线的正确选择的理解。乙醇与不同风味化合物之间的相互关系,尤其是在挥发性方面,对于确保所生产的谷物威士忌所需的质量一致性也很重要。
关键词
科菲蒸馏器 连续蒸馏 蒸馏塔 谷物威士忌 液/气平衡 操作线 塔板设计 回流比 挥发性
引言
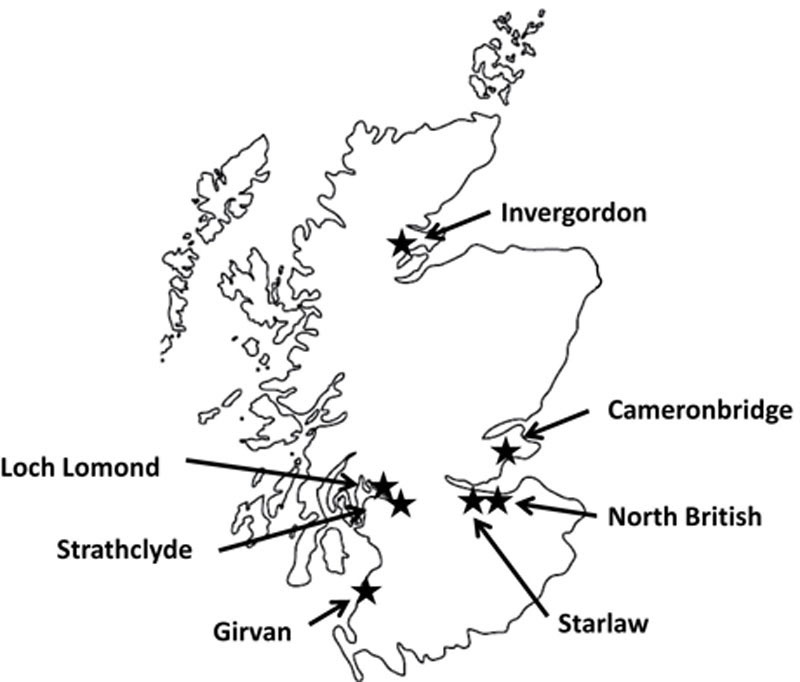
在苏格兰威士忌的生产历史中,小麦、燕麦和大麦等谷物以及各种蒸馏方法已被用于制造原酒。到19世纪早期,苏格兰威士忌的两种主要类型——谷物威士忌和麦芽威士忌,在生产技术和地理位置方面都已分开。在苏格兰的中央地带,不断增长的人口和来自其他国家的需求需要大量相对廉价的蒸馏酒,这导致了谷物威士忌生产的兴起。就劳动力、能源成本和产量而言,这种谷物威士忌的生产演变成了一种更高效的蒸馏方法。从简单蒸馏的这种演变,最终由当时的主要蒸馏商设计出了连续蒸馏器,如1827年的罗伯特·斯坦因(Robert Stein)和1830年获得专利设计的埃涅阿斯·科菲(Aeneas Coffey)。这些连续蒸馏器的引入产生了一种风味清淡的威士忌,与通过分批壶式蒸馏器生产的风味更浓郁的威士忌形成对比。随着时间的推移,这种类型的威士忌被认为是新兴的苏格兰调和威士忌市场中的宝贵组成部分。2013年,苏格兰有七家谷物蒸馏厂在运营(图10.1),提供了苏格兰威士忌行业所需的各种风味,其产品主要用于与麦芽原酒混合。
蒸馏原料
苏格兰威士忌法规对谷物威士忌和麦芽威士忌的生产要求完全相同。与麦芽威士忌不同,“谷物”一词意味着可以使用任何谷物,前提是谷物中的淀粉能够通过谷物自身或大麦芽中含有的内源性酶转化为糖。从历史上看,如前所述,曾使用过许多不同的谷物,但在现代,主要谷物是小麦和玉米( maize ),偶尔也会使用生大麦。由于每种谷物的加工要求不同,通常每次只使用一种谷物类型。选择谷物类型的关键因素包括可获得性、价格、淀粉含量(与酒精生产相关)、蒸馏前的能源需求以及工厂加工的难易程度。此外,每种谷物会为发酵液带来略有不同的化学成分,这可为每个蒸馏厂的产品提供独特的风味细节,这是调和师非常看重的特性。
影响能源使用的因素包括研磨的难易程度、所需水量以及糊化温度,糊化温度高时需要更多的能源输入才能将淀粉释放到溶液中。这导致谷物蒸馏厂使用不同的谷物制备方法,从压力蒸煮到低温水合/糊化糖化不等。加工的难易程度与所需设备的成本相关,例如压力容器、由于粘度增加而需要更大的泵尺寸、管道的磨损、发酵过程中的泡沫控制以及发酵罐顶部谷物堆积形成厚 crust( crust 此处指“硬壳”)。例如,玉米含有油,这是一种天然的消泡剂,而大麦中高含量的葡聚糖和外壳会导致严重的结垢和 crust 形成,从而影响工艺效率。
表10.1显示了威士忌行业使用的谷物的淀粉百分比、糊化温度和乙醇产量的比较。传统上,麦芽汁的制备方式与麦芽威士忌类似,在糖化锅中通过假底将固体物质与液体分离。在大多数(但不是全部)谷物蒸馏厂中,这种做法已被糖化混合器取代,其中所有谷物残渣都被转移到发酵罐中,称为“全谷物加入”工艺。在该工艺中,谷物的不可发酵部分在蒸馏前不被去除。所使用的蒸馏设备需要进行修改,以允许固体通过蒸馏器而不会造成严重结垢。蒸馏师能够改变原料并处理每种谷物类型略有不同的固体含量,这是连续蒸馏的主要优势之一。更高的精馏程度(只要不超过94.8%,这是苏格兰和爱尔兰威士忌的法定上限)和不同的蒸馏器设计增加了灵活性。这些因素允许控制一致性,并能够根据需要改变烈酒的最终成分,从而改变质量。
| 谷物 | 典型淀粉范围(%) | 典型乙醇产量(按原样)(升/吨) | 糊化温度范围(°C) |
|---|---|---|---|
| 玉米( maize ) | 70–74 | 400 | 70–80 |
| 大米 | 74–80 | 430 | 70–80 |
| 小麦 | 60–65 | 390 | 52–55 |
| 大麦 | 65–70 | 350 | 60–62 |
| 高粱 | 62–68 | 388 | 70–80 |
表10.1 潜在原材料的淀粉含量、潜在产量和糊化温度的比较
来源:数据由伦敦帝亚吉欧公司( Diageo PLC )和帕尔默( Palmer ,1989)提供。
为了便于连续蒸馏,通常在发酵罐和蒸馏器之间放置一个洗液加料罐,用于储存发酵液(发酵结束时产生的液体),为蒸馏器提供恒定的进料。这在分批发酵过程和连续蒸馏操作之间建立了联系。该罐中乙醇的浓度取决于发酵条件和原料,但通常在8%至12%( v/v )的范围内。可以产生更高浓度的乙醇,但这些乙醇不具有与(苏格兰)谷物威士忌相关的典型同系物特征。
连续蒸馏理论
所产生的发酵液是乙醇、水、理想风味成分(同系物)、非理想风味化合物和固体物质(主要是未发酵的谷物和酵母)的混合物。蒸馏的作用是将乙醇从水和固体物质中进行基本分离,从而提高乙醇的浓度。同时,需要回收同系物并去除非理想风味化合物。所有这些过程都由蒸馏器完成,以确保一致的风味特征并保持质量。
乙醇的沸点为78°C,水的沸点为100°C。两者的简单混合物将在这两个值之间的温度下沸腾。然而,由于乙醇的挥发性更强,所产生的蒸气将包含比沸腾液体中浓度更高的乙醇。这种关系如表10.2所示,并以图形形式在图10.2中呈现。
| 温度(°C) | 液体中乙醇的摩尔分数 | 蒸气中乙醇的摩尔分数 | 液体中乙醇的重量百分比(%) | 蒸气中乙醇的重量百分比(%) | 液体中乙醇的体积百分比(%) | 蒸气中乙醇的体积百分比(%) |
|---|---|---|---|---|---|---|
| 78.2 | 0.8943 | 0.8943 | 95.6 | 95.6 | 97.2 | 97.2 |
| 78.4 | 0.7472 | 0.7815 | 88.4 | 89.3 | 92.1 | 92.8 |
| 78.7 | 0.6783 | 0.7385 | 84.2 | 87.8 | 88.9 | 91.7 |
| 79.3 | 0.5732 | 0.6841 | 77.4 | 84.7 | 83.3 | 89.2 |
| 80.7 | 0.3965 | 0.6122 | 62.7 | 80.1 | 70.3 | 85.6 |
| 82.3 | 0.2608 | 0.5580 | 47.4 | 76.3 | 55.2 | 82.4 |
| 84.1 | 0.1661 | 0.5089 | 33.7 | 72.6 | 40.5 | 79.2 |
| 86.7 | 0.0966 | 0.4375 | 21.5 | 66.5 | 27.5 | 73.8 |
| 89.0 | 0.0721 | 0.3891 | 16.6 | 61.9 | 20.4 | 69.6 |
| 95.5 | 0.0190 | 0.1700 | 4.7 | 34.4 | 5.9 | 41.2 |
| 100 | 0.0000 | 0.0000 | 0.0 | 0.0 | 0.0 | 0.0 |
表10.2 乙醇和水混合物在 1 bar(101.3 kPa 或 101.3 kN/m²)的恒定压力下的蒸汽/液体平衡数据
来源:根据Seader和Kurtyka(1984)计算得出。
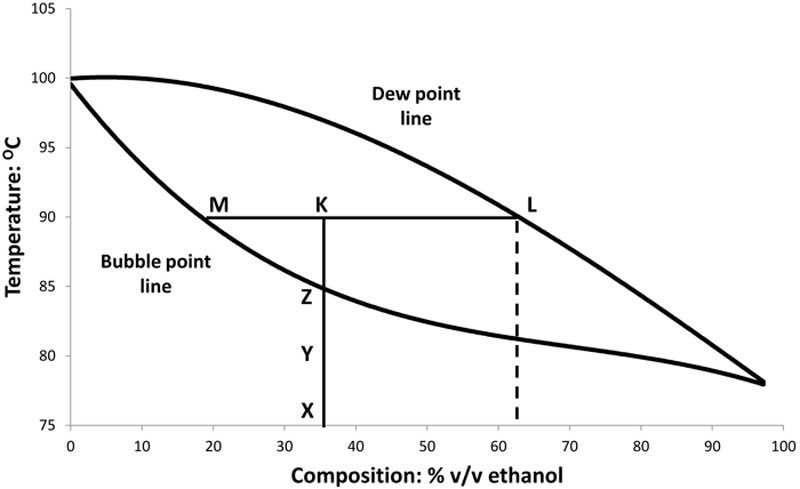
泡点线定义了蒸发发生的点。在这条线以下,乙醇和水仅以液态存在。在露点线以上,混合物仅以蒸气形式存在。在这些线之间,液体和蒸气共存,而蒸馏科学正是在这个区域内运作。如图10.2所示,正在加热35%乙醇(X)的混合物。在点X和Z之间,例如点Y,混合物完全是液体。当温度升高到点Z以上时,开始形成蒸气。在点K,蒸气和液体同时存在(即这是一个两相平衡混合物)。绘制一条平行于x轴的线,给出它与露点线和泡点线相交处的相对组成。点L是蒸气的组成,点M是液体的组成。每种的量由从点M,K和点K,L的线的相对长度定义。可以看出,蒸气的组成在相对较低沸点的乙醇中有所增加。在连续蒸馏中,恒定的进料允许建立稳定状态(Campbell,2003)。
两条曲线相交的点是在78.15°C的温度和97.2%(v/v)乙醇的浓度,代表共沸点。在这一点,进一步的沸腾(蒸馏)不会改变乙醇的浓度。连续蒸馏利用了这一原理。一个简单的蒸馏塔及其组件如图10.3所示。
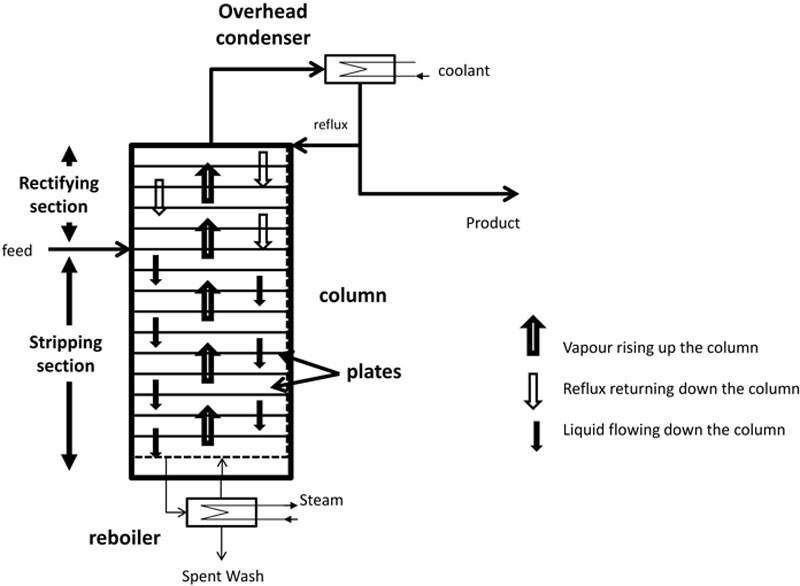
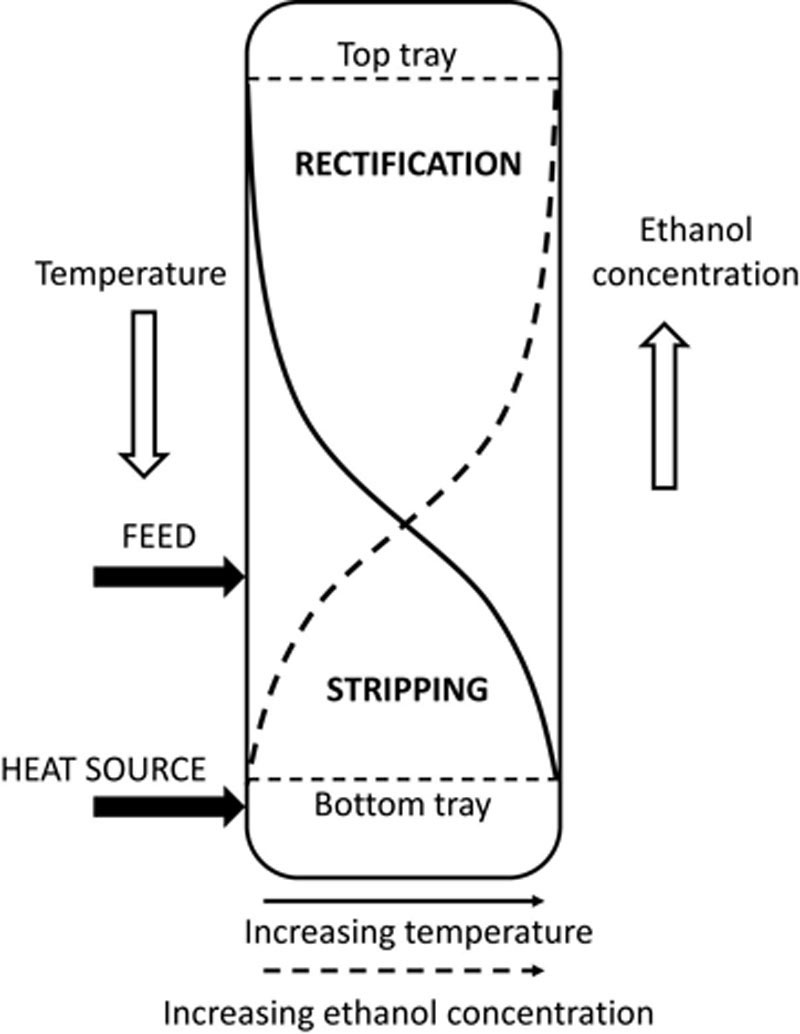
简单来说,引入蒸馏器的液体沸腾,富集的蒸气通过塔板向上进入塔(有关塔板的更多细节见后续部分)。液体中的乙醇被耗尽,并向下流到下面的塔板。如果液体在接近其沸点时进入塔,那么蒸汽提供的所有热量都将转移到蒸气中。当液体从一个塔板向下流到另一个塔板时,通过与上升的蒸气接触,在每个塔板上被煮沸。在塔内向下的每个塔板上产生的蒸气中乙醇浓度逐渐降低。以类似的方式,通过塔上升的蒸气在上面的下一个塔板上冷凝,并且具有较低沸点的富集液体将被重新煮沸。然后允许塔板上的液体向下流动。这种液体的向下流动称为回流,对蒸馏过程至关重要。这导致液体的沸点随着在塔内向下而升高,而乙醇浓度随着在塔内向上而升高。这如图10.4所示。进料入口点下方的区域称为汽提段,上方的区域称为精馏段。
塔的设计要求蒸汽和进料的输入与烈酒和废糟液的输出相匹配。如果减少取出的乙醇量,那么乙醇平衡就会被破坏,并且由于进料中的乙醇是固定的,额外的乙醇将随着废糟液离开蒸馏器,导致乙醇损失。
当考虑工业应用时,设计与理论设计并不完全相同。所需的实际塔板数大于理论模型预测的数量,这使得塔非常高。为了容纳所需的塔板数,同时保持建筑资本成本低,蒸馏器被构造为两个单独的塔,组成精馏段和汽提段。塔顶冷凝器不能冷凝所有的蒸气,因为出于质量原因,有些必须被排出。此外,进料不是简单的双组分(乙醇和水)混合物,而是包含数百种其他化合物。在塔的最顶部高挥发性组分的积累导致这些组分(例如甲醇)在回流中的含量达到不可接受的水平;因此,烈酒从顶部下方的几个塔板取出,而不是作为冷凝器出口管线的一部分。收集的烈酒的实际强度在93.5%至94.5%之间,以确保理想风味化合物的正确水平。最后,使用再沸器时必须小心,因为管内的蒸汽可能导致固体物质烧焦在再沸器管的外部。在大多数情况下,使用蒸汽直接注入来防止这种情况发生,并且还防止由于烧焦效应产生不愉快的风味化合物。
乙醇和水的气液平衡通常以不同于图10.2所示的方式表示;这在图10.5中使用“摩尔百分比”术语显示。这种方法利用了威士忌蒸馏中大多数化合物的摩尔潜热具有相似值的有利特性。乙醇的蒸发潜热为854 kJ/kg,乘以其分子量(46)得到摩尔潜热值为39,290 kJ/kg mol(854×46)。水的摩尔潜热为40,525 kJ/kg mol(2250×18)。这仅比乙醇高3%,因此使用40,000 kJ/kg mol的平均值。如果使用摩尔质量单位,那么质量平衡与热平衡相同,并且不需要考虑热量数量。因此,蒸馏计算使用摩尔单位和浓度。
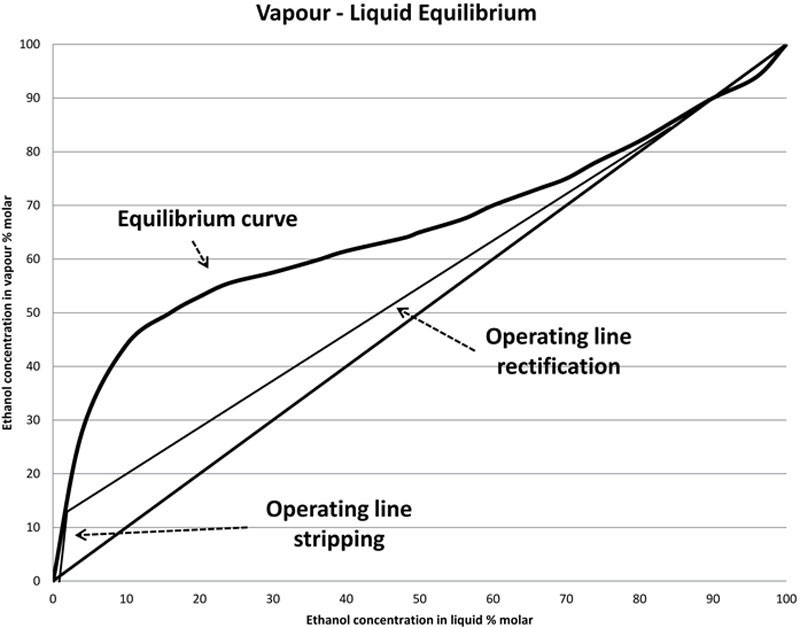
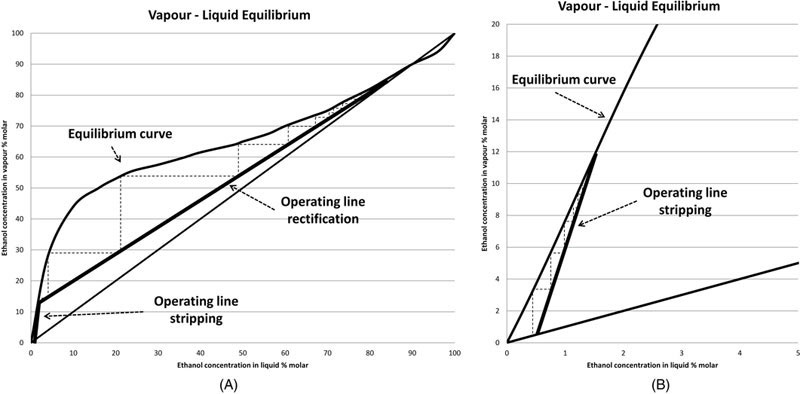
在图10.5中,从代表废糟液中乙醇的点(一个非常低的值)在x轴上画一条线,直到洗涤乙醇蒸气管线与平衡曲线相交的点。从该点画第二条线到x,y线上液体中乙醇浓度为所需烈酒强度的点。这些是两条操作线。操作线推导背后的数学方法被称为McCabe–Thiele方法(McCabe和Thiele,1925)。对于希望更多地了解这方面的人,可以在《Perry化学工程师手册》(Perry和Green,1984)中找到更多信息。操作线代表塔板上液体组成与从下面塔板通过液体的蒸气之间的关系。这由这两条直线组成。第一部分是汽提线,另一部分是精馏线。实际上,操作线由所需的回流比推导而来,典型的回流比为4:1。这可能根据蒸馏师准备注入的能量量而有所不同。实际上,回流比是能源使用和蒸馏器中所需额外塔板的资本成本之间的折衷。通过从x,y线向平衡线绘制水平线,可以确定理论塔板的步数或数量(图10.6)。在图10.6A中,在精馏线的顶部,这些理论塔板在图上随着接近共沸点而变得越来越近。在图10.6B中,汽提区已被放大以显示该区域中大量的理论塔板。
连续式蒸馏器的设计与操作
在苏格兰威士忌行业,每家谷物威士忌蒸馏厂都会采用独特的蒸馏方法,以酿造出符合预期品质的烈酒。从蒸馏器设计方面来看,这些方法可归为以下三类:
- 传统式或科菲式蒸馏器
- 常压塔式蒸馏器
- 真空塔式蒸馏器
这三种类型的蒸馏器都具备以下共同特点:
- 进料进入蒸馏器前的预热方法
- 初始汽提塔(洗涤塔、啤酒塔或分析塔)
- 精馏塔
- 回流冷凝系统
- 杂醇油回收系统
- 能量输入系统
- 汽提后进料排出系统
蒸馏设计
传统或科菲蒸馏器(也称为专利蒸馏器)
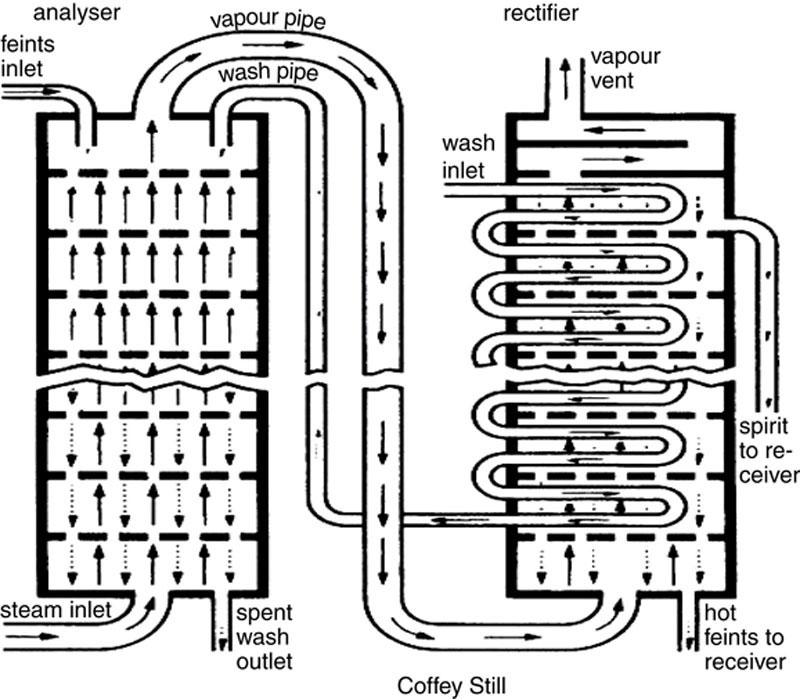
图10.7展示了传统科菲蒸馏器的示意图。在科菲蒸馏器中,进料流通过将包含进料的盘管穿过精馏器塔板上方的空间来加热。蒸气中的能量传递给进料,同时蒸气冷凝形成回流。预热后的进料随后被引入洗涤塔或分析塔的高处,并允许其向下流经蒸馏器。液体通过在塔板的交替末端设置降液管或降液通道流过塔板。蒸汽通常通过热压缩机或鲁奇装置从塔底引入,该装置从蒸馏器底部的废洗液中移除闪蒸蒸汽形式的热量,以降低能源成本。蒸汽使液体沸腾,分馏开始。来自分析塔顶部的蒸气通过蒸气管引导至精馏器的底部,并继续向上流经塔,在那里与相对较冷的洗涤盘管相遇并开始冷凝。在酒精塔板上冷凝的烈酒作为产物流被引出。杂醇油在精馏器底部附近被去除。在酒精塔板上方冷凝的蒸气回流至酒精塔板,并与主要产物流一起被去除。不可冷凝的气体(如二氧化碳)通过乙醚管从蒸馏器顶部排出。精馏器底部的液体作为热尾酒收集,并泵回分析塔顶部,以确保回流保持平衡。汽提后的进料(废洗液)收集在分析塔底部并被移除。这些材料通过进一步加工成动物饲料(主要途径)、在生物反应器中用作产生甲烷的碳源或通过其他批准的途径(如长海排污口,最不优选的途径)进行处理。
常压塔式蒸馏器
图10.8是一个简单的双蒸馏塔蒸馏器,其中进料通过流经洗涤塔的顶部冷凝器进行预热。预热系统通常还包含脱气装置,以去除进料中溶解的二氧化碳。为简单起见,所示的塔板数量远少于典型的洗涤塔25至50块和精馏塔40至80块。
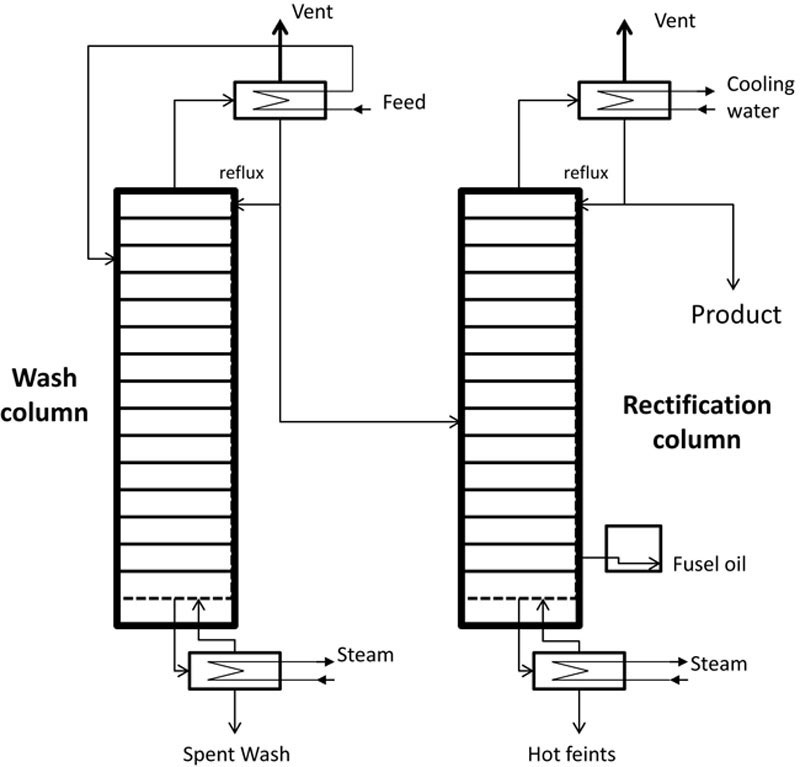
如图所示的蒸馏器有一个分析塔和精馏塔,类似于科菲蒸馏器,但没有用于预热进料的盘管。在这种设计中,蒸汽可以注入两个蒸馏器的底部。更节能的版本在塔底使用再沸器,如图所示。底部产物通过使用新鲜蒸汽的换热器泵送,从而利用底部产物中的能量并降低能源成本。该过程可能会被洗涤塔中的固体物质污染,因此在蒸馏器操作中需要小心。蒸馏器顶部的蒸气使用外部冷凝器冷凝。该液体的一部分作为回流返回塔顶部,而其余部分被转移作为第二塔的进料。不可冷凝气体从冷凝器排出。实际上,顶部冷凝器通常成对安装,以确保蒸气完全冷凝。在大多数蒸馏器中,进料通过使用预热器进行预热。最节能的蒸馏器使用进料作为顶部冷凝器中的冷却介质,并将热量回收到进料中。废洗液以类似于科菲蒸馏器的方式从系统中移除。底部产物,即来自精馏塔的热尾酒,被泵送到洗涤塔以维持平衡。这种蒸馏设计的一些类型包括头部塔,其允许在重新进入系统之前浓缩来自不同塔的头部和底部产物。
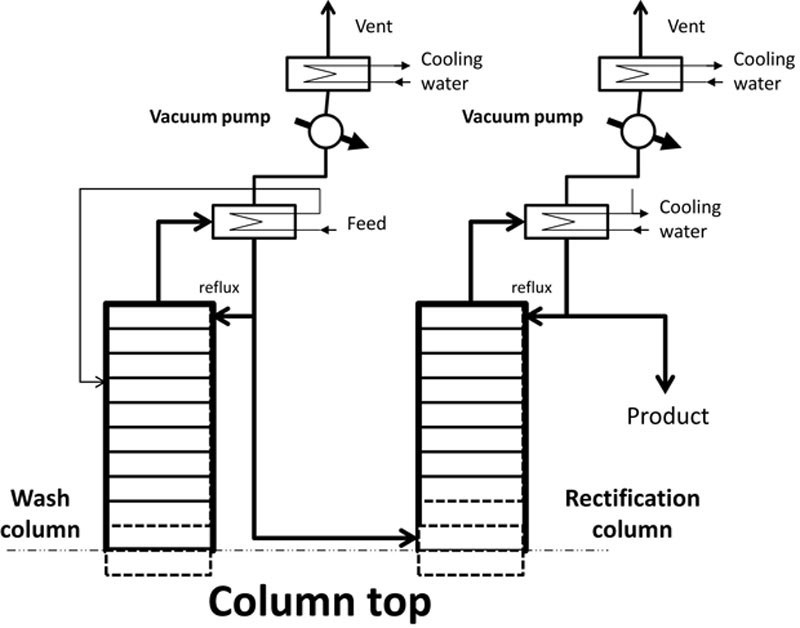
真空塔式蒸馏器
谷物威士忌生产中进行的第三种蒸馏类型如图10.9所示,使用真空蒸馏器。其设计与之前的蒸馏类型非常相似,但通过在冷凝器通风口安装真空泵,在塔顶部的顶部冷凝器中产生真空。这降低了乙醇-水混合物的沸点,从而显著降低了能源需求。
塔式蒸馏器的设计允许在塔的高度上有许多取出口;因此,与科菲蒸馏器相比,这种类型的蒸馏器可以在最终产品中实现更大程度的同系物水平控制。如果在发酵进料的生产中使用不同的谷物,这一点很重要,因为每种谷物以及不同的发酵条件会导致进料中同系物的水平不同。这将改变所生产烈酒的质量,但如果在预蒸馏工艺阶段进行良好的控制,可以减轻这种情况。
操作
启动蒸馏器时,先引入热水以预热塔体,再向塔底通入蒸汽。逐步加入进料或上次蒸馏的尾酒,开始积累乙醇。监控底部产物,当离开蒸馏器的液体显示含有固体物质时,关闭排放阀,并将流股导向废洗液收集系统。在所有三种蒸馏器类型中,启动时产生的液体乙醇浓度较低,且不具备所需品质。这种液体(冷尾酒)通过烈酒取出口管线收集,但会被引导至单独的储罐,待系统平衡后再反馈至工艺中。在启动过程中,需要密切监控烈酒取出情况。当达到正确的酒精度和品质时,将烈酒取出流股从冷尾酒收集系统切换至产品收集系统。
当蒸馏器因维护、清洁或生产需求不足而需要停机时,先切断进料,再引入相同温度的水。以与启动时相同的方式监控烈酒取出情况,一旦品质和酒精度低于要求,就将取出流股导向冷尾酒收集系统。然后停止供应蒸汽,收集精馏塔内的物料以便重启时使用。继续向洗涤/分析塔供水,直至底部产物不含固体,此时停止供水,并将塔内液体排放至排水系统。
塔板设计
分析塔和汽提塔的设计包含所需数量的液体塔板,以体现所选的回流比。塔板的设计和蒸馏器一样各有不同,但设计原理相同。每个塔板必须实现四项功能(图10.10A和B):
- 确保蒸气与塔板上的下落液体混合
- 允许从液体中产生的蒸气分离
- 为液体提供下落至下方塔板的路径
- 允许蒸气上升至下一个塔板
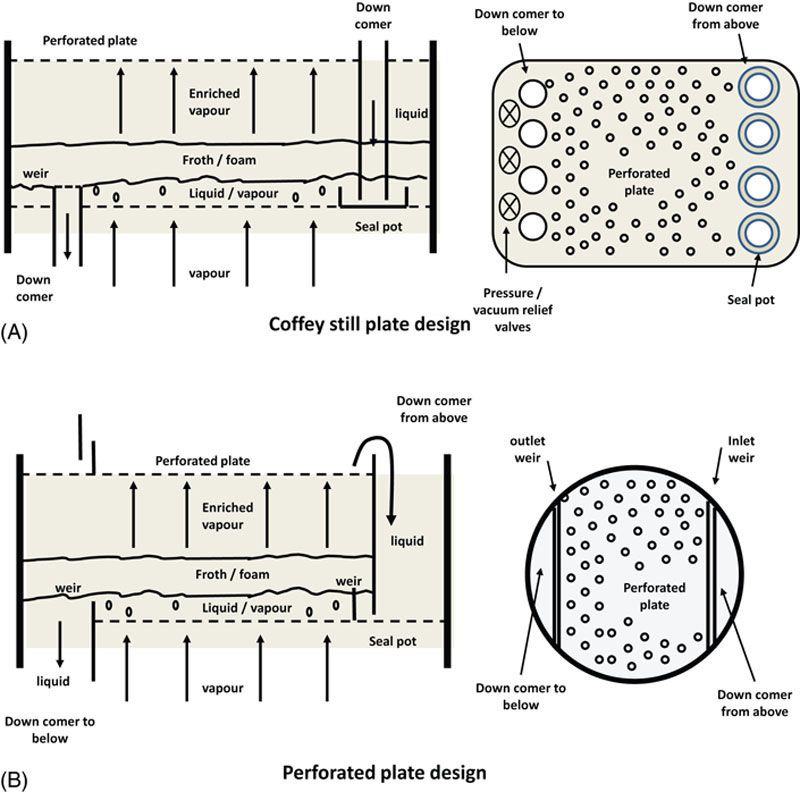
主要的塔板类型是穿孔塔板,其构造为带钻孔的平板,允许蒸气通过孔洞上升并与塔板上的液体混合。孔洞的数量和尺寸是关键设计特征。其他设计(如泡罩塔板)也被使用,旨在通过在塔板上提供更好的蒸气分布来减少塔板结垢程度。更先进的塔板(如圆盘-环形塔板)设计为自清洁型。塔板之间需要有足够空间,以确保液体上方产生的泡沫不会接触到下一个塔板,从而使蒸气与液体分离并通过上方塔板。上升蒸气的压力防止液体通过塔板上的穿孔向下流动。连接塔板的管道或堰(称为降液管)设计成形成水坝,以维持塔板上的液位。来自一个塔板的液体流过平板,溢出管道并流到下一个较低的塔板。管道底部位于一个杯中,该杯也充当形成蒸气密封的水坝,因此称为密封罐。通过这种方式,乙醇浓度提高的蒸气向上流经蒸馏器,而脱除乙醇的液体向下流经塔。塔板的设计已从最早的设计发展而来。厚度增加以便处理固体物质,且穿孔板为分段式,便于更换而无需大型工程。现在普遍使用不锈钢制造,其寿命比传统铜材长得多。这一最新发展确实会引发一些质量问题,后续将讨论。此外,还考虑了安全操作,包含内置的压力和真空释放阀。
热压缩机操作
从分析塔底部排出的100°C废洗液会进入一个容器,通过高压蒸汽流经连接到闪蒸容器的管道缩口(文丘里管)产生部分真空,使液体中的蒸汽闪蒸出来。来自文丘里管的减压蒸汽与闪蒸容器中产生的蒸汽一起被注入分析塔底部。这会使废洗液的温度降低约10°C,同时也能减少约25%的蒸汽用量。
风味发展
同系物与蒸馏——它们在风味创造中的作用
各个谷物蒸馏厂的预蒸馏方案各不相同;这些差异,连同所使用谷物混合物的不同,导致洗涤液中产生不同水平的微量化合物(同系物)。这些化合物有数百种,源自谷物、酵母及其在发酵过程中的代谢产物(Nykanen和Suomalainen,1983)。同系物的典型例子包括甲醇、丙醇、丁醇、乙酸乙酯和乙醛。这些物质每种都以百万分比测量,有些甚至以十亿分比或万亿分比测量。它们不同的相对挥发性使它们能够在蒸馏器内的特定区域达到非常高的浓度。它们可以大致分为比乙醇更易挥发、与乙醇相似或比乙醇更不易挥发的化合物。尽管几种同系物的沸点不同,例如正丙醇(97°C)和异丁醇(108°C),但它们具有相似的共沸沸点(正丙醇88°C,异丁醇90°C),并且在蒸馏器中的行为相似,会在精馏器顶部附近浓缩。同样,所有其他同系物根据其挥发性在蒸馏器内的不同区域浓缩。目标是在烈酒取出流中回收这些物质。情况较为复杂,因为这些同系物的挥发性不仅与它们的沸点有关,还与乙醇的浓度有关。
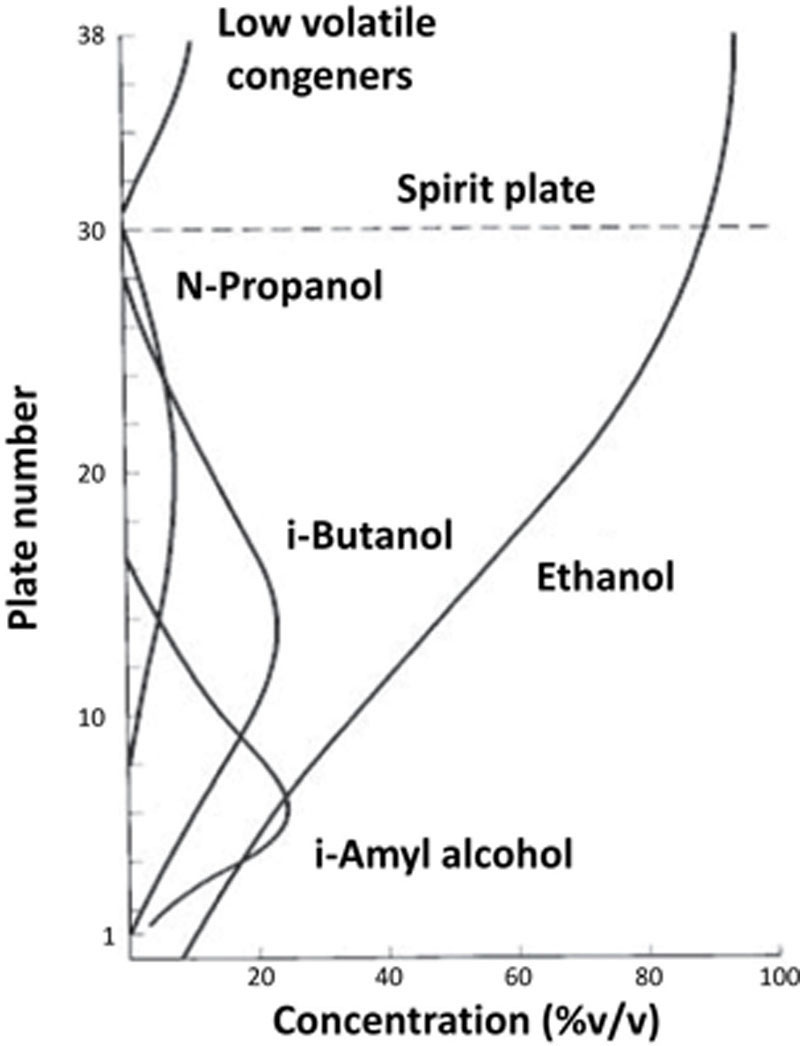
挥发性较高的同系物(例如甲醇)比乙醇更易挥发。在所有浓度下,它们都会上升到塔中,如果不冷凝并回流,就会在离开蒸馏器的蒸气中损失。这些统称为“酒头”。挥发性较低的同系物(例如戊醇)会在蒸馏器中乙醇浓度低的区域(即精馏器底部)浓缩。与乙醇相比,当乙醇浓度高时挥发性较低、在乙醇浓度低时挥发性较高的同系物会与乙醇一起在塔中聚集,并随产物流被去除。图10.11显示了低挥发性同系物、正丙醇、异丁醇、乙醇和异戊醇在蒸馏器精馏段内的分布(另见表10.3)。
| 新制酒类型 | 麦芽 | 轻型 | 中型 | 重型 |
|---|---|---|---|---|
| 乙醛 | 7 | 0.5 | 2.4 | 12 |
| 总醛 | 8 | 1 | 1.5 | 2 |
| 乙酸乙酯 | 40 | 14 | 17 | 23 |
| 总酯 | 110 | 35 | 50 | 75 |
| 甲醇 | 8 | 5 | 8 | 8 |
| 丙醇 | 40 | 58 | 75 | 92 |
| 异丁醇 | 80 | 35 | 60 | 75 |
| 2-甲基丁醇 | 46 | 0.22 | 3 | 8 |
| 3-甲基丁醇 | 130 | 0.62 | 8.5 | 23 |
| 总高级醇 | 400 | 100 | 200 | 250 |
| 表10.3 麦芽和三种谷物新酿烈酒中主要同系物的典型水平比较(克/100 升无水酒精) |
来源:数据由伦敦帝亚吉欧公司(Diageo PLC)提供。
如上所述,高挥发性同系物将向上移动到蒸馏器的顶部排气口,通过小心操作该管道上的冷凝器,所需的同系物将返回蒸馏器并在烈酒塔板附近聚集;然后它们将从蒸馏器中被去除并进入产物流。在某些情况下,一部分冷凝器冷凝液会被送入单独的酒头蒸馏塔,以实现对这些同系物的更严格控制。这类似于操作脱甲醇塔来生产谷物中性烈酒。低挥发性同系物要么在废洗液蒸气中被去除,要么通过使用侧流在精馏器底部去除,如杂醇油去除。所有其他同系物将在其挥发性与乙醇相等的地方浓缩。这种浓缩会继续增加,但这种浓缩的上限会穿过蒸馏器的烈酒塔板区域,因此会与乙醇一起被引出。当连续蒸馏器运行一段时间后,所有这些因素达到稳定状态,并且只要进料中同系物的浓度稳定,产品中的水平也将稳定。烈酒中同系物的去除维持了平衡。
在预蒸馏过程中会产生几种对质量有害的化合物。这些化合物可能在蒸馏过程中浓缩,必须在它们到达烈酒塔板之前去除,否则它们会存在于产品中。这些化合物包括杂醇油、硫化合物和氨基甲酸乙酯。
杂醇油去除
在发酵过程中,会形成高级醇等化合物。化合物异戊醇(戊醇)在麦芽威士忌中是需要的,但在谷物威士忌中则不需要,因此需要去除。杂醇油(更常见的名称)在低乙醇/高水浓度下比乙醇更易挥发,因此比其他高级醇(如丁醇和丙醇)更快地在精馏塔下部浓缩。这种浓缩效应使杂醇油能够通过侧流从系统中去除。峰值浓度将根据进料中乙醇和戊醇的水平而变化,因此操作人员必须确定最大浓度的位置,以选择合适的侧流。如果不去除杂醇油,这种不需要的化合物将在烈酒中被检测为异味,如果允许在蒸馏器中积累,最终将达到其溶解度极限,导致蒸馏器该区域发生泡沫,显著降低蒸馏器的功能。
不幸的是,从蒸馏器中取出的杂醇油含有大量的乙醇和风味同系物,如异丁醇。这意味着产品和质量的损失,并可能导致超过英国税务与海关总署(HMRC)规定的法定限制。传统上,按照HMRC的要求,通过与水混合将乙醇水平降至8%以下,然后转移到罐中,在那里从顶部倾析出不混溶的杂醇油。这种方法可以修改为使用更少的水,并允许将水性液体返回蒸馏器进行进一步蒸馏。在现代工厂中,侧流被引入一个小型精馏塔,该塔不使用穿孔塔板。相反,塔内填充铜、不锈钢或陶瓷环。这些提供了具有足够回流能力的大表面积。通常通过再沸器在底部引入蒸汽,并进行控制,以使乙醇和风味化合物从杂醇油中分离出来。产生的几乎纯的杂醇油流收集在塔底并被去除。来自精馏塔顶部的乙醇/风味流被返回至杂醇油取出点下方的蒸馏器。
硫去除
主要的含硫化合物是二甲硫醚(DMS)、二甲基二硫醚(DMDS)和二甲基三硫醚(DTS),尽管还有许多其他浓度极低且气味阈值低的化合物。它们的去除是通过将它们暴露于活性铜来实现的,在那里它们被保留并从蒸气中去除。传统上,蒸馏器本身由铜制成,如科菲蒸馏器,从而提供足够的铜来去除硫。在运行一段时间后,这种铜会耗尽,硫会穿透进入产物流。此时,停止蒸馏,打开蒸馏器门,让空气进入蒸馏器内部。这会去除铜表面的硫化合物并使铜恢复活性。在更现代的塔式蒸馏器设计中,铜的引入方式要么是将一些塔板由铜制成,这些塔板位于精馏塔的顶部或底部,要么是在顶部冷凝器、酒头或尾酒罐中提供牺牲性铜,当铜溶解后,引入塔中时会与硫反应并去除硫。
氨基甲酸乙酯
除了已经讨论过的不需要的化合物外,20世纪80年代在蒸馏饮料中检测到一种令人关注的化合物氨基甲酸乙酯(EC),这导致苏格兰威士忌行业采取政策,将这种化合物的水平降低到实际可行的最低水平。行业内使用的所有新大麦品种必须具有零或接近零的产生导致EC形成的前体的潜力。这对所有生产的烈酒产生了预期的影响。对于所有原料都是大麦芽的麦芽威士忌,通过仔细选择大麦和在麦芽制造过程中小心控制来实现控制。在谷物威士忌中,只有一部分进料是大麦芽,因此烈酒中存在一定水平的EC的可能性。这通过使用牺牲性铜来缓解,铜将EC前体转化为不挥发的化合物,该化合物不会蒸馏到烈酒中。这种铜的位置与控制硫香气的位置相同。还可以将受控流量的空气鼓入含有牺牲性铜的容器中,以确保溶液中有足够水平的铜离子。
能源与公用设施
如蒸馏设备设计部分所述,蒸馏发酵液的总体能源需求是现代蒸馏器设计的主要决策因素之一。与单批次蒸馏相比,节能效果显而易见,但能源使用量仍是总体生产成本的主要部分。就像许多其他参数一样,确定酒精蒸馏的能源需求是资本成本(例如,更大的塔板更多的塔需要更低的回流比)和运行成本(例如,塔板更少的较小塔需要更高的回流比)之间的权衡。决定蒸汽消耗量的是回流比水平。回流比越高,从一个塔板流到另一个塔板的液体越多,向上的蒸气流也越大。对于含8%乙醇的进料,典型的能源需求约为4.9兆焦/升酒精。当进料浓度为10%乙醇时,能源需求降至4.4兆焦/升酒精,而在15%乙醇时进一步降至约3.3兆焦/升酒精。进一步提高效率,如增加从废洗液中回收的热量,可以将蒸汽用量减少约10%(Blair,2013)。在科菲蒸馏器中使用蒸汽直接注入,由于设计不灵活,在降低能源方面几乎没有空间,前提是安装了热压缩机。重点在于防止尾酒等液流冷却,因为这将需要在蒸馏器中重新加热。为此,在设计和指定设备及泵时必须谨慎。
现代蒸馏器使用再沸器来利用废洗液中的能量,当与真空蒸馏结合时,可以实现显著的节能。然而,尽管科菲蒸馏器年代久远,但其能源需求与现代设计并无太大差异,但它只能以固定的处理量运行。现代蒸馏器可以将处理量变化超过30%,而对能源使用几乎没有影响。这是在考虑在蒸馏厂安装哪种蒸馏器设计时的一个关键区别点。
致谢
感谢前赫瑞瓦特大学的伊恩·坎贝尔(Iain Campbell)博士,他撰写了第一版中关于谷物蒸馏的章节,其布局和文字已作为第二版的基础。同时感谢帝亚吉欧公司(Diageo PLC)的新老同事及朋友,其中主要是乔治·布莱尔(George Blair),他们多年来慷慨分享了自己的知识和经验。最后,感谢苏格兰威士忌行业的朋友们,他们帮助我深入了解了帝亚吉欧以外公司的运营实践。
参考文献
- Blair G. 帝亚吉欧公司技术学习手册. 伦敦: 帝亚吉欧公司; 2013.
- Campbell I. 谷物威士忌蒸馏. 见: Russell I 编. 威士忌技术、生产与营销. 英国剑桥: 爱思唯尔; 2003:179–206:第6章.
- McCabe WL, Thiele EW. 分馏塔的图解设计. 工业与工程化学. 1925;17(6):605–611.
- Nykanen L, Suomalainen H. 啤酒、葡萄酒和蒸馏饮料. 多德雷赫特: 克鲁维尔; 1983.
- Palmer GH 编. 谷物科学与技术. 苏格兰阿伯丁: 阿伯丁大学出版社; 1989:154:表24.
- Perry RH, Green DW 编. 佩里化学工程师手册. 第6版. 纽约: 麦格劳-希尔; 1984.
- Seader JD, Kurtyka ZM. 蒸馏. 见: Perry RH, Green DW 编. 佩里化学工程师手册. 第6版. 纽约: 麦格劳-希尔; 1984:13–21.
- Whitby BR. 威士忌行业的传统蒸馏. 发酵. 1992;5(4):261–266.
下一章:第11章:熟成
回到目录