《威士忌生产工艺与营销策略(第二版)》第五章
第5章:北美威士忌——一段关于演变、经验和持续创业精神的故事
摘要
精酿蒸馏在北美威士忌行业已燃起热潮,这股火焰有望迅速蔓延至烈酒领域的其他品类。这场革新的火花始于精酿啤酒商 —— 他们让人们重新认识到酿造艺术能创造出丰富多样的啤酒。同样,新一代具有创业精神的蒸馏师所酿造的新型威士忌,正超越现有市场,吸引着渴望尝试新烈酒、体验蒸馏艺术与历史的消费者。
究竟发生了什么?哪些创新可能为这个世界第二古老的行业带来革命性变化?精酿蒸馏师的创造力体现在生产全流程的每个环节 —— 从原料选择到陈酿、装桶及品牌塑造。并非所有优质威士忌都需冠以 “波本” 或 “加拿大” 之名,这为原料配方的多样性和新地域特色的形成提供了空间。蒸馏器类型、酒桶规格与来源,以及陈酿方式的差异,为蒸馏师提供了多种途径,使其产品具备独特风味与个性。
最后,精酿蒸馏师聚焦消费者体验,通过打造目的地场景和教育活动,为产品赋予独特语境。这种创业精神的融合,为古老的蒸馏工艺注入了新活力,让威士忌对蒸馏师和消费者而言都重新变得新颖而充满吸引力。
关键词
精酿蒸馏 肯塔基波本威士忌 田纳西威士忌 加拿大黑麦威士忌 装桶工艺 游客中心
引言
当一个人气渐衰、长期被视为沉寂且深陷传统桎梏的行业突然经历一场革命时,会发生什么?当一个习惯以传统方式供应和呈现产品的行业遭遇信息时代,并与精酿啤酒行业的反冲浪潮迎头相撞时,又会发生什么?
答案是令人欣喜的!在这片空白中,创业者们看到了新的可能与机遇。就蒸馏酒而言,这股新生的创业浪潮正以精酿蒸馏厂的形式进入市场,它们不仅创造了新产品,还重新点燃了人们对各类威士忌的兴趣。无论是新兴还是历史悠久的蒸馏厂,都日益成为周末午后的热门目的地 —— 消费者在此既能体验历史与文化的独特融合,也能将一瓶不再被视为 “父辈的饮品” 或 “棕色烈酒” 的佳酿带回家。
因此,这是一个关于悄无声息的革命、工艺演进、营销革新与北美威士忌呈现方式进化的故事。有人将其称为 “潮流”。在啤酒酿造领域,这股 “潮流” 已持续 40 年,如今占据世界啤酒总产量的 7% 至 8%,雇佣约 18 万名从业者。值得注意的是,该领域的增长速度远超传统啤酒行业的其他板块。蒸馏师能从中汲取哪些经验?北美威士忌行业又是如何发展的?本章将概述北美威士忌的演变历程,并探讨精酿蒸馏师正掀起的革命序幕。
北美威士忌的发展与差异化
当今精酿蒸馏的热潮仅是一系列创业尝试中的最新篇章,这些尝试构成了北美威士忌生产的深厚传统。烈酒产品开发的丰富历史,既反映了美国和加拿大两个国家的发展历程,也体现了蒸馏设备与技术知识的变革与进步。以下将介绍北美传统威士忌酿造的工艺及产品,通过简要回顾这些成熟产品,揭示其如何成为精酿蒸馏企业家的跳板。
北美威士忌的原料
因农艺条件变化或政治环境影响而灵活使用可用原料,是北美威士忌的典型特征之一。当新世界的殖民者无法获得糖蜜等熟悉原料,或因运输困难、税收高昂而难以使用时,他们便开始尝试本地生产的谷物。早期加拿大蒸馏师发现黑麦适合较短的生长季节,并能为烈酒赋予独特风味与个性。向西迁移的小农户和蒸馏师根据环境调整设备,将农作物转化为威士忌,作为农产品营销的另一种途径。这些经验最终孕育出肯塔基波本、黑麦威士忌,以及加拿大和 田纳西威士忌等特色烈酒。随着立法者认识到这些酒与本地市场的特殊关联,它们最终获得了法律层面的身份认证。
工艺与产品
所有北美威士忌的生产均涉及类似流程:谷物预处理、淀粉转化、发酵和蒸馏。而独特的风味与个性则源于严格定义的糖化配料表(mash bill)、酵母菌株、发酵环境、蒸馏条件、木桶材质及陈酿方式。烈酒标签的法规属于联邦法律范畴,部分州也有相关规定。这些法律常被误引,反映出其复杂性,而各国之间的差异更使情况雪上加霜。在美国,美国谷物威士忌的身份标准见《联邦法规法典》第 5 部分(27 CFR 5.22, 2008)。若要标注为 “波本”“玉米”“小麦” 或 “黑麦” 威士忌,糖化配料中需至少含有 51% 的对应谷物,蒸馏酒精度不超过 160 proof(80% abv),储存于新的烤橡木容器中,装瓶酒精度不低于 80 proof(40% abv)。若在橡木桶中陈酿两年,可标注为 “纯(straight)波本威士忌”;若满足上述条件且在肯塔基州蒸馏并陈酿至少一年,则可称为 “肯塔基纯波本威士忌”(Cowdery, 2004)。
田纳西威士忌需至少含有 51% 的玉米,其糖化配料中的玉米含量通常接近 80%(Ralph, 2003)。有趣的是,尽管加拿大威士忌以使用黑麦为特征,但法律并未规定糖化配料中的黑麦含量,这为蒸馏师的产品开发提供了广阔空间(de Kergommeaux, 2012)。
品牌与标签长期以来是威士忌差异化的重要手段,当代精酿蒸馏师可从中汲取经验。肯塔基波本和 田纳西威士忌便是典型案例:仅从工艺标准看,田纳西威士忌可标注为波本,但田纳西的蒸馏师明智地选择以地域特色定义市场定位。结果是,95% 标注为波本的威士忌产自肯塔基州,而美国最大的单一威士忌生产商杰克丹尼(Jack Daniel’s)则自豪地标注为田纳西威士忌。
任何威士忌类别中的品牌还可通过糖化配料中其他谷物的比例进一步区分。加拿大威士忌生产中黑麦的多样使用方式,使其产品种类尤为丰富。调配是加拿大威士忌行业产品开发的关键,强劲的黑麦蒸馏液需精心与清淡的基酒调配,以创造目标风味与个性。
糖化、蒸煮与发酵
北美威士忌在糖化和蒸煮环节的差异较小。多数情况下采用批次蒸煮,而清淡或调配型产品更倾向于使用连续蒸煮器。发酵过程中,既有传统的开放式发酵罐,也有现代控温的封闭式容器。许多工艺会添加蒸馏后的釜底液(backset),但比例各异。现代蒸馏厂与传统蒸馏厂的酵母选择和维护方式不同,越来越多的现代蒸馏厂向酵母供应商采购接种酵母,以标准化生产并避免因酵母代谢变化导致风味改变(Ralph, 2003)。
部分美国波本威士忌和 田纳西威士忌使用的酸糖化工艺(sour mash technique),是在添加回料和酵母开始发酵前接入乳酸菌。乳酸菌为这些品牌产品提供独特风味,并有助于保持批次一致性。有趣的是,田纳西州定义 “田纳西酸糖化威士忌” 标签的法规(House Bill No. 1084/Senate Bill No. 1195, 2013)并未提及酸糖化工艺:
(a) 任何烈酒若未满足以下条件,不得在营销或销售中宣传、描述、标注、命名、销售或称为 “田纳西Whiskey”“田纳西Whisky”“田纳西酸糖化Whiskey” 或 “田纳西酸糖化Whisky”:(1) 在田纳西州生产;(2) 由至少 51% 玉米的谷物混合物制成;(3) 蒸馏酒精度不超过 160 proof(80% abv);(4) 在田纳西州新的烤橡木桶中陈酿;(5) 陈酿前通过枫木炭过滤;(6) 入桶酒精度不超过 125 proof(62.5% abv);(7) 装瓶酒精度不低于 80 proof(40% abv)。
蒸馏
威士忌传统上使用壶式蒸馏器生产。小规模生产中,这些蒸馏器很快被科菲连续蒸馏器(Coffey continuous still)补充甚至完全取代,后者使蒸馏师能够生产更温和、更适合调配的产品。壶式蒸馏器成为威士忌风味的来源,而塔式蒸馏器可生产风味较淡的烈酒,与麦芽威士忌调配后能产出迎合不同口味的系列产品。加拿大威士忌行业对塔式蒸馏器的使用堪称典范:从啤酒蒸馏器产出的高酒精度液(含高浓度同系物)可收集装桶陈酿,以备未来与经萃取器和精馏器处理后产出的清淡基酒调配(de Kergommeaux, 2012)。正如后文所述,选择独特的蒸馏器类型及组合,为蒸馏师创造产品差异提供了途径。田纳西威士忌的独特过滤步骤也值得关注:装桶前,酒液需通过糖枫木炭柱过滤,这正是其顺滑口感的主要来源。
木桶与陈酿
装桶与陈酿标准是北美威士忌的重要区分点,也为品牌差异化提供了广阔空间。美国威士忌陈酿中木桶的使用还蕴含有趣的历史背景:尽管欧洲早已知晓木桶及烤桶的作用,但北美早期威士忌使用木桶陈酿的起源,可能是因为威士忌沿密西西比河运往新奥尔良时,木桶是标准的运输容器。由于木桶曾装载各种货物和食品,烤桶可能是为了去除异味。
在北美威士忌中,纯波本威士忌的标准最为严格:必须使用新的烤白橡木桶陈酿至少两年,除稀释用水外不得添加任何调配物或添加剂。加拿大威士忌要求陈酿三年,但可使用旧桶(通常来自波本威士忌行业)。使用旧桶陈酿的优势包括:随着时间推移,木材中某些化合物的水解和氧化会缓慢形成复杂风味(de Kergommeaux, 2012)。
精酿蒸馏革命
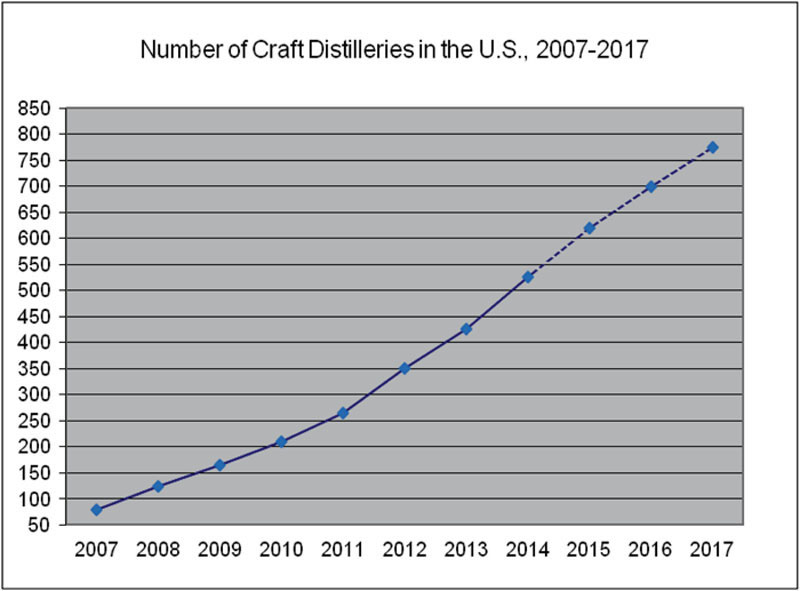
精酿蒸馏的复兴紧随精酿啤酒运动之后。值得注意的是,经济衰退并未阻碍精酿啤酒行业的发展。精酿啤酒运动始于 20 世纪 80 年代中期的英国 “真麦啤酒运动(CAMRA)”,当时人们在寻找不同的、有风味的、独特的产品。这场运动随后蔓延至美国,截至 2013 年,美国已有不少于 2500 家精酿啤酒厂,另有 1200 家在规划中。精酿啤酒现象正在全球兴起 —— 英国有 1100 家啤酒厂,巴西库里提巴有 45 家,肯塔基州现有 20 多家且计划新增更多。啤酒行业正焕发生机,而威士忌也未置身事外 —— 如图 5.1 所示,精酿蒸馏正在迎头赶上。这群创业者正通过技术和营销创新创造新产品,并在公众中培养对烈酒的新认知。以下是一些具体的创新方向。
产品命名、装桶与陈酿的创新
精酿蒸馏厂的创新出现在意想不到的领域。一些精酿蒸馏厂生产小批量 “私酿威士忌”,部分在厂内蒸馏,部分与采购的谷物中性酒精调配。总体而言,蒸馏工艺的变化并非源于创业者使用不同的蒸馏系统,而是源于他们试图从传统产品和工艺中脱颖而出。首个创新领域是陈酿 —— 为了更快将产品推向市场,他们探索绕过经典陈酿流程的方法,毕竟传统陈酿可能需要数年时间。例如,威士忌若要称为纯波本,必须在新的烤橡木桶中陈酿两年,且该桶不能再用于陈酿波本。这给创业者带来两大经济挑战:购买新桶的成本,以及法律规定的陈酿期。他们通过两种方式应对:首先,精酿蒸馏师选择不将产品称为波本,从而规避长期陈酿和新桶使用的要求。波本行业每年使用超过 100 万个新桶,因此每年约有 100 万个用过的波本桶可供重复使用。为何不生产一种虽不能称为波本、但可在波本桶中陈酿的威士忌?
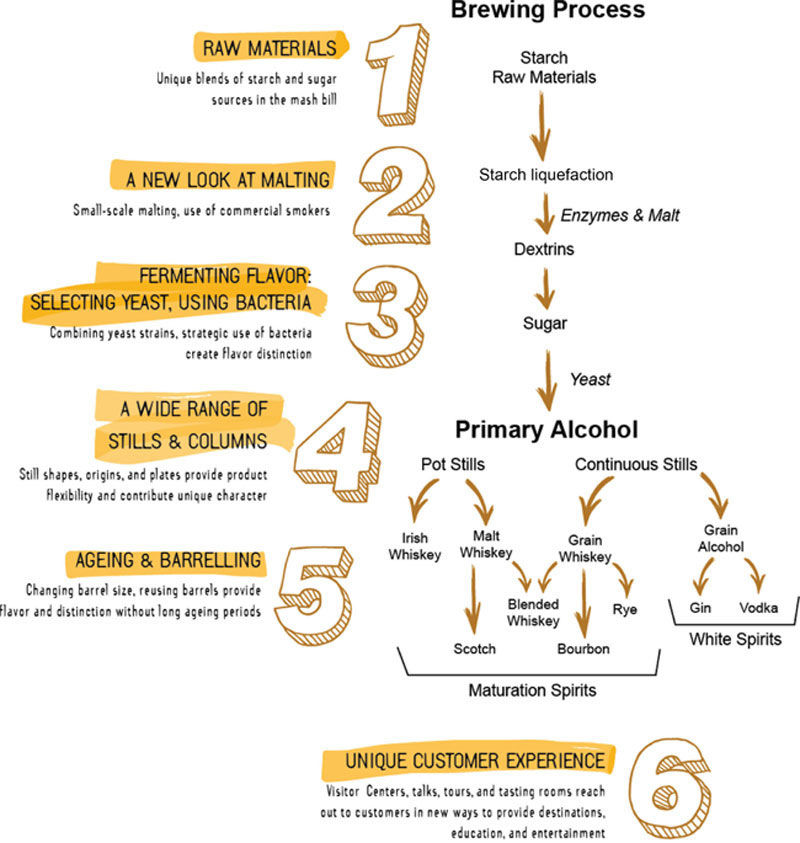
精酿蒸馏师关注的装桶另一层面是桶的尺寸及其萃取速率。他们认为,若不使用典型的 53 加仑桶(美国威士忌标准桶,因全球重复使用而成为默认标准),便可提供独特产品。显然,表面积对蒸馏液的氧化程度和色泽形成速率起重要作用。同系物(风味成分)在小桶中会相互作用,并与木材充分接触。关键在于 “平衡”—— 正是平衡为单一威士忌赋予焦糖、草莓或覆盆子风味。因此,许多蒸馏师决定使用小桶快速生产高风味威士忌,再与传统 53 加仑桶陈酿的威士忌或其他陈酿威士忌调配。无论哪种方式,都可将产品营销为 “独特桶陈”“小桶陈酿”“双重桶陈”“橡木桶陈酿” 等,可能性无穷(图 5.2)。
精酿威士忌的蒸馏工艺
创新的第二大领域是蒸馏。加州和法国的白兰地蒸馏器、加勒比海的朗姆酒蒸馏器、巴伐利亚等地的德国壶式蒸馏器 —— 都可在新蒸馏厂中见到。许多精酿蒸馏师认同传统苏格兰麦芽威士忌蒸馏师的观点,认为蒸馏器的形状至关重要。这一观点是经实验验证,还是因当时可购得的蒸馏器有限而形成的权宜之策,仍存在争议。随着旧蒸馏器逐渐淘汰,更多精酿蒸馏师追随大型蒸馏厂的趋势,采购美国蒸馏器。100 多年来的领先供应商 Vendome 便是例证:参观其肯塔基州路易斯维尔的工厂,可看到各种蒸馏器,从小型铜制壶式蒸馏器到带有扩展精馏柱(含 1 至 20、30 块塔板)的大型壶式蒸馏器。壶式蒸馏器不再仅是蒸馏工具,还可分馏同系物并浓缩酒精 —— 事实上,同一蒸馏器也可生产伏特加。部分蒸馏师成功运用塔式与壶式蒸馏器的组合进行深度精馏。
消费者体验:游客中心、 tours、酒吧与餐厅
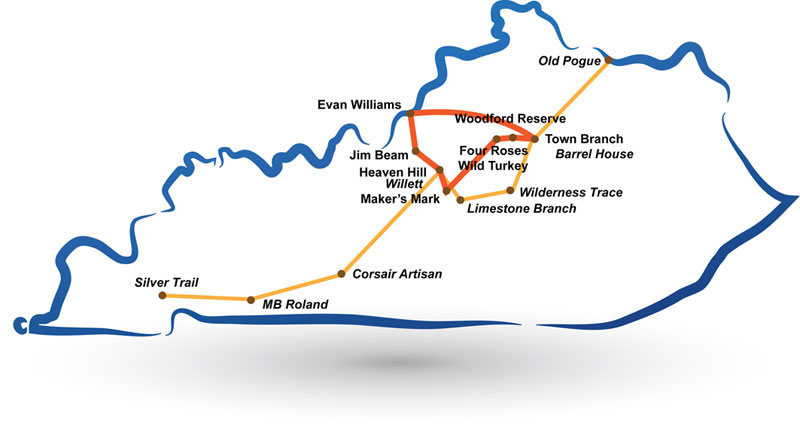
游客中心的复兴也归功于精酿蒸馏行业。公众渴望独特的目的地,而小型蒸馏厂正成为这样的场所 —— 游客可与首席蒸馏师互动,了解并询问工艺细节,观看发酵过程,品尝糖化醪,触摸蒸馏器,试饮新酒 —— 这些在大型工业蒸馏厂中均无法实现。事实上,在许多精酿蒸馏厂中,礼品店和游客中心是主要收入来源。精酿蒸馏师还在追随精酿啤酒行业的趋势 —— 正如精酿啤酒有专属酒吧,如今精酿烈酒也有了专门酒吧。无论是提供老式蒸馏器酿造的烈酒样品,还是售卖威士忌、苹果酒、威士忌炖短肋或威士忌风味薯条的杂货店,蒸馏厂酒吧和餐厅正变得越来越普遍且受欢迎。肯塔基波本之路 ® 旅游(图 5.3)便是波本旅游的典范:过去五年,来自美国 50 个州和 25 个国家的近 250 万游客参加了该旅游项目。该项目成功让游客亲身体验波本酿造的艺术与科学,同时了解产品的丰富历史与传统。
新原料的运用
或许最大的变化来自原料的选择。正如比利时啤酒师使用多种原料,威士忌蒸馏师也在拓展原料范围,同时小规模麦芽制造应运而生。典型麦芽制造过程中,大麦发芽并产生转化淀粉所需的酶,随后干燥或烘烤以稳定储存。精酿蒸馏师将此提升至全新水平:常使用经典的地板麦芽系统,部分情况下还使用商业烟熏设备熏制麦芽,如同苏格兰人用泥煤熏制麦芽。华盛顿州的一家蒸馏厂与当地拥有 100-200 英亩土地的农民合作,生产独特品种的黑麦和大麦,声称这些谷物具有独特风味 —— 差异正是卖点。
精酿发酵工艺
发酵(尤其是酵母选择)也产生了重大影响。尽管多数蒸馏师遵循繁殖和维护自有纯酵母菌种的传统,但许多人已改变这一做法。现在有多种酵母可供选择,包括高酯类酵母、带有焦糖风味的酵母等 —— 可谓酵母菌株的 “聚宝盆”。这些小批量供应的酵母菌株重振了酵母行业,同时为新精酿蒸馏师提供了独特选择。新蒸馏厂中很少有人自行繁殖酵母,更简单的做法是从货架上选取特定酵母菌株,与一到四种其他酵母混合,以产生特色风味。此外,当需要更高酒精度时,酵母供应商可提供独特的高酒精度酵母,甚至能有效抵抗感染的酵母。不过,感染也可被利用:在受控条件下,通常被视为酒精生产过程中 “破坏者” 的乳酸菌,也能带来诸多益处。正如葡萄酒行业通过添加苹果酸细菌创造不同风味,威士忌为何不可?现在至少有十种乳酸菌和其他细菌可供选择,在发酵末期添加,可在蒸馏后产生完全不同的风味特征。
质量控制
与精酿啤酒行业一样,精酿蒸馏行业必须更注重质量控制。质量控制不仅是监控发酵、分析产出的烈酒或测量陈酿速率,更关乎一致性 —— 这个行业的成败取决于产品一致性。
光明的未来 —— 以及教育的必要性
如今,我们的行业生机勃勃,精酿蒸馏的兴起让我们有机会实现 20 世纪 80 年代中期许多人认为不可能的目标。为推动精酿蒸馏厂的未来发展,从业者对教育机会的需求日益迫切,但令人惊讶的是,相关资源却极为稀缺。过去 20 年里,该领域的教育进展甚微。与拥有大量博士和硕士人才的啤酒行业相比,我们行业的高学历专业人士寥寥无几。
2014 年新成立的奥特奇酿造与蒸馏学院(Alltech Brewing and Distilling Academy)是一项教育创举,它依托行业近 40 年的经验,不仅为蒸馏师,也为啤酒师提供教育。这里是科学与市场创造力交汇的平台,也是可设立奖学金、甚至生物科学中心的场所。通过营造鼓励学生与专业人士共同实验和学习的环境,它有助于弥合行业与大学之间的鸿沟。如今,新入行的蒸馏师有了获取信息和深造的中心平台,有了可加入的行业社群、可参与的团体,以及可推动的行业运动 —— 北美烈酒行业正蓬勃发展。
参考文献
- 27 CFR 5.22, 2008. Title 27—Alcohol, Tobacco Products and Firearms. Subpart C— Standards of Identity for Distilled Spirits. Section 5.22—The standards of identity. U.S. Government Printing Office, Washington, DC.
- Cowdery CK. Bourbon, Straight: The Uncut and Unfiltered Story of American Whiskey. Chicago, IL: Made and Bottled in Kentucky; 2004.
- de Kergommeaux D. Canadian Whiskey. Toronto, Canada: McClelland & Stewart; 2012.
- House Bill No. 1084/Senate Bill No. 1195, 2013. Conference Committee Report on House Bill No. 1084/Senate Bill No. 1195 (http://www.capitol.tn.gov/Bills/108/CCRReports/CC0001.pdf).
- Ralph R. Production of American whiskies: bourbon, corn, rye and Tennessee. In: Jacques KA, Lyons TP, Kelsall D, eds. The Alcohol Textbook. 4th ed. Nottingham, U.K.: Nottingham University Press; 2003:275–285:Ch. 19.
- Sundale Research State of the Industry: Craft Distilleries and Distilled Spirits in the U.S. Bay Shore, NY: Sundale Research; 2013.
回到目录