《威士忌生产工艺与营销策略(第二版)》第三章
第3章:日本威士忌
福與伸二
摘要
威士忌与啤酒、清酒并列为日本最知名的酒精饮品之一。日本首家麦芽蒸馏厂于 1923 年建立,其首款产品于 1929 年推出。截至 1983 年,日本威士忌市场持续增长,包括进口在内的年出货量最高达 1.53 亿升纯酒精(LPA)。随后销量下降超过 20 年,2008 年降至 3000 万 LPA 的最低水平,之后逐步回升,2011 年恢复至 3800 万 LPA。尽管日本威士忌的生产建立在苏格兰的知识和技术基础上,但此后各公司制定了不同的生产策略以满足需求。日本威士忌特色的形成受多种因素影响,包括蒸馏厂周边自然环境的作用、持续的品质改进努力,以及为适应日本人口味对产品的调整,而研发活动进一步帮助定义和完善了日本威士忌。
关键词
艾尔酵母 澄清麦汁 科菲麦芽 日本橡木 烧酒 竹鹤(Taketsuru)鸟井(Torii)
引言
苏格兰裔记者、著名詹姆斯・邦德系列小说作者伊恩・弗莱明(Ian Fleming)在其 1959 年访日游记《惊险城市》(Thrilling Cities,1963)中提到了日本威士忌。然而,日本威士忌市场比弗莱明描述的更挑剔,因此销售常面临挑战。在市场低迷期,日本威士忌公司通过改进营销和提升产品品质吸引消费者。本章将介绍日本威士忌公司及相关研究机构的历史、市场、生产工艺,部分内容涉及研发活动。
历史
日本威士忌的起源(1850–1950 年)
日本首次进口威士忌的记录可追溯至 1853 年江户时代末期。美国海军准将马修・佩里(Matthew Perry)访问日本,劝说幕府将军向世界开放国门时,其船上曾向日本官员供应威士忌。次年,他将一桶威士忌作为礼物赠送给日本皇室及其幕僚(Hawks,1856)。一幅描绘礼物卸载场景的画作中展示了威士忌桶(图 3.1)(Dower,2013)。
日本制药行业的一些人被威士忌的风味吸引,开始在白酒中添加人工香精制作威士忌风味饮品(Sekine,2004)。1918 年,大阪摄津酒造的阿部喜平派遣年轻技术员工竹鹤政孝(后创立日果威士忌蒸馏公司)前往苏格兰学习苏格兰威士忌生产技术(Buxrud,2008)。竹鹤在多家苏格兰威士忌蒸馏厂受训后,于 1920 年返回日本,却发现派遣他的公司已放弃在日本生产威士忌的计划。与此同时,三得利控股创始人鸟井信治郎正考虑在日本开展威士忌业务。当时日本人开始接受西方文化,鸟井预测威士忌不久将在日本流行。他决定在日本建造蒸馏厂时,最初打算从苏格兰聘请技术人员,但得知竹鹤刚从苏格兰学成回国后,便雇佣了他,并选择山崎作为建厂地点。日本首家蒸馏厂(三得利山崎蒸馏厂)于 1924 年 11 月开业(Taketsuru,1976)。
鸟井于 1929 年开始销售首款日本产威士忌 “白标”(Shirofuda),但销量不佳 —— 当时日本人普遍不喜欢其强烈的烟熏味(这是部分苏格兰威士忌的典型特征)。经过多次调配和品鉴试验,公司意识到日本人需要风味浓郁但烟熏味较少的威士忌。鸟井创造了新的混合酒 “角瓶”(Kaku-bin),于 1937 年上市并广受市场欢迎(Koshimizu,2011)。
竹鹤与三得利的 10 年合同到期后,迁至北海道开设余市蒸馏厂。他认为该岛气候更接近苏格兰,并于 1936 年用蒸馏器生产出首批新酒(Taketsuru,1976)。
日本威士忌的成长期(1950–1983 年)
1945 年二战结束后,西方文化和生活方式在日本流行,威士忌成为这一趋势的象征。随着对西方文化的向往持续增长,威士忌销量上升。在巧妙的营销推动下,日本威士忌市场增长持续至 1983 年。日本各地的威士忌酒吧夏季供应 Highball(威士忌加苏打水),冬季供应 oyu-wari(威士忌加热水)。1965 年左右,mizu-wari(威士忌加冰和水)被视为搭配日本料理的合适饮品。同时,“存瓶制度” 在酒吧和餐厅流行 —— 顾客可购买整瓶威士忌共享,在瓶上签名后由酒吧保管以便下次使用。互相倒酒是日本的习俗,存瓶制度是日本文化融入威士忌酒吧的典型例子。mizu-wari 和存瓶制度极大地促进了威士忌消费率的提升(三得利,1999)。
日本威士忌的兴衰(1983–2008 年)
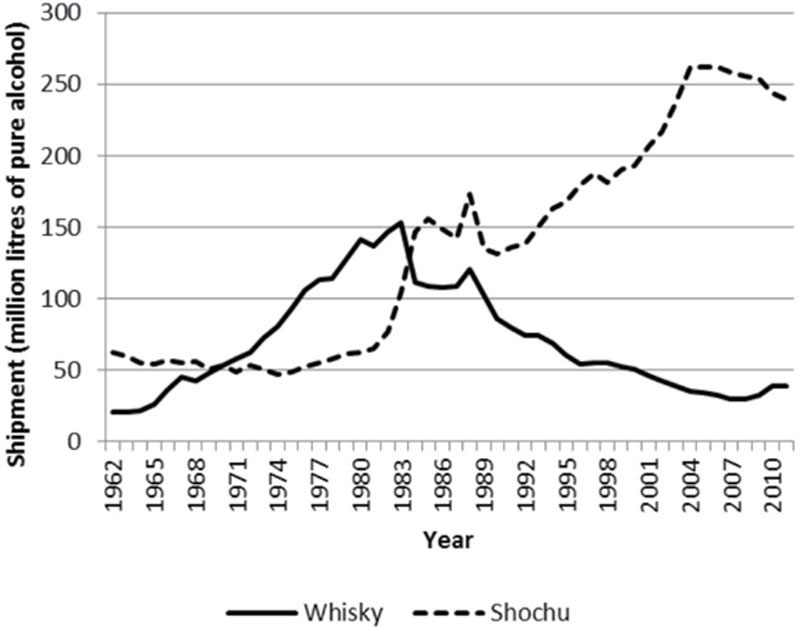
1983 年后,威士忌产量开始下降(图 3.2),主要原因是威士忌税提高和日本白酒 “烧酒” 消费增加。20 世纪 80 年代左右,以烧酒为基酒的 Chu-hai(一种 Highball)流行,推动烧酒消费率急剧上升。烧酒可混合多种风味,其甜味吸引了年轻消费者。1981 年和 1984 年连续修订《酒税法》,导致威士忌价格上涨超过 25%(三得利,1999)。尽管 1989 年和 1998 年纠正了烧酒与威士忌的税负差异,但威士忌在消费者中仍不受欢迎,消费持续下降至 2008 年。尽管环境艰难,威士忌公司持续开展营销和研发(R&D)工作,2005 年左右单一麦芽产品消费显著增长,逐渐引导消费者重返威士忌市场。
日本威士忌市场(2008–2012 年)
1983 年开始的威士忌消费下降终于在 2008 年停止。推广 Highball 的活动大获成功,欣赏单一麦芽威士忌特色的人群增加。2012 年日本威士忌市场总量约 9000 万升,其中日本产威士忌占比超过 80%(日本国税厅,2014)。单一麦芽产品占全球威士忌市场的 4.2%(约 370 万升),其中日本单一麦芽占 2.8%(约 250 万升)(三得利未公开数据)。
日本威士忌的出口
日本威士忌以国内消费为主,出口量相对较小。1934 年,美国禁酒令废除后不久,三得利首次向美国出口威士忌(Koshimizu,2011)。1990 年至 2012 年,出口与国内出货量的比例在 2% 至 5% 之间波动,2012 年出口约 190 万升(日本财务省,2014)。
生产工艺
蒸馏厂
日本目前有 9 家麦芽和谷物威士忌蒸馏厂。除山崎和余市外,其中 6 家建于日本威士忌热潮时期,秩父于 2008 年开业(Ingvar,2012)。以下是 9 家蒸馏厂的运营起始时间(括号内为当前所有者):
- 1923 年:山崎蒸馏厂(三得利酒类有限公司)
- 1936 年:余市蒸馏厂(日果威士忌蒸馏公司)
- 1969 年:宫城峡蒸馏厂(日果威士忌蒸馏公司)
- 1973 年:知多蒸馏厂(Sungrain 有限公司)
- 1973 年:白州蒸馏厂(三得利酒类有限公司)
- 1973 年:富士御殿场蒸馏厂(麒麟蒸馏公司)
- 1984 年:白橡木蒸馏厂(江井岛酒造)
- 1985 年:Mars 蒸馏厂(本坊酒造公司)
- 2008 年:秩父蒸馏厂(Venture Whisky 有限公司)
日本威士忌生产技术于 1920 年从苏格兰引入,对其影响广泛而深远。此处仅简要概述各公司运营情况,更多信息可参考《日本威士忌 —— 事实、数据与风味》(Buxrud,2008)。
麦芽威士忌生产
制麦
历史上,日本蒸馏厂自行制麦,如今多数从商业制麦厂采购麦芽。各公司对麦芽有特定规格要求,并与制麦厂达成协议。多数偏好非泥煤或极轻度泥煤麦芽,也使用少量中度和重度泥煤麦芽。
糖化
糖化用水为软水至中度硬水,pH 呈中性(Buxrud,2008),流程与苏格兰威士忌几乎相同:麦芽研磨后与热水混合,设定约 64°C 以高效提取,液体(麦汁)通过麦壳床过滤。由于麦汁澄清度会影响酯类和脂肪酸等风味成分的形成,各公司采用不同策略生产符合需求的麦汁。麒麟运用啤酒酿造技术保持麦汁澄清,以生产富含芳香和果味酯类的威士忌;三得利也力求麦汁澄清,确保蒸馏液具有芳香复杂的香气。
发酵
发酵使用不锈钢和木质发酵罐。日本三大蒸馏公司均生产啤酒和威士忌,积极开展酵母及其他微生物在威士忌和啤酒发酵中的研究。各公司在酵母选择和发酵条件上有独特策略:麒麟从数百种酵母培养物中挑选特定酵母,以产生特定芳香酯风味;日果利用多种酵母生产具有不同香气和口感的威士忌;三得利同时使用蒸馏酵母和啤酒艾尔酵母,以创造风味的复杂性。
蒸馏
苏格兰与日本威士忌生产在蒸馏环节仍有相似性,均使用铜制壶式蒸馏器进行双重蒸馏,各公司对蒸馏器的选择有不同策略。首次蒸馏时,将酒精度 7–8% 的发酵麦汁加热,获得 20–25% abv 的馏出物(低度酒),随后重新蒸馏并将馏出物分为酒头、酒心和酒尾三部分。酒头和酒尾与首次蒸馏的低度酒混合后再次蒸馏,各公司对新酒的最佳酒精度有各自标准。
麒麟使用间接加热系统,其酒心部分的酒精度范围较窄,使新酒富含酯类;日果在不同蒸馏厂使用不同类型的壶式蒸馏器:余市蒸馏厂的蒸馏器 lyne arms(鹅颈管)为下倾式,采用煤炭直接加热;宫城峡蒸馏厂的蒸馏锅为球形,lyne arms 为上倾式,使用间接加热;三得利在两家麦芽蒸馏厂使用形状、大小和加热方式不同的壶式蒸馏器,以生产不同类型的酒液。
连续蒸馏威士忌
日本三家生产调和威士忌的公司拥有各自的谷物威士忌蒸馏设施,生产多种谷物威士忌以拓宽最终调和酒的特性。各公司为追求产品不同风味,生产工艺存在差异。
富士御殿场蒸馏厂(麒麟蒸馏公司)
麒麟在富士御殿场蒸馏厂生产谷物和麦芽威士忌,工艺基于苏格兰谷物威士忌和波本威士忌,使谷物威士忌种类多样。以玉米为主要原料,与水加热后添加二棱麦芽,作为淀粉分解酶的来源和额外提取物。根据风味需求,此时可加入黑麦。整个麦芽浆冷却后无需麦汁分离即可发酵,产生酒精度 8–10% 的发酵液。通过三种蒸馏方式产生不同风味的馏出物:使用啤酒柱和倍增器生产重口味类型;使用带蒸汽盘管的釜和精馏柱生产中等口味;使用多柱生产轻口味。馏出物酒精度约 70–94% abv(取决于蒸馏方法,轻口味类型酒精度更高)。
宫城峡蒸馏厂(日果威士忌蒸馏公司)
日果在宫城峡蒸馏厂生产谷物威士忌,工艺与苏格兰谷物威士忌类似,以玉米为主要原料并使用二棱麦芽。糖化时,玉米与水混合后加热,在压力锅中进行。煮制完成后降温至 65°C 左右,加入研磨的麦芽。使用带式压榨机将糊化的淀粉和其他糖化产物分离为固体和液体,仅液体用于发酵。发酵后的酒液使用连续科菲蒸馏器蒸馏,馏出物酒精度约 94% abv。值得注意的是,有一种名为 “科菲麦芽” 的产品仅以麦芽为原料(详见第 10 章)。
知多蒸馏厂(Sungrain 有限公司)
知多蒸馏厂的谷物威士忌用于三得利的调和威士忌,其工艺基于苏格兰谷物威士忌,但由于三得利的研发活动,蒸馏柱的组合具有独特性。以玉米为原料,使用高糖化力的六棱麦芽对玉米淀粉进行糖化。糖化时,玉米与水混合后在加压连续煮制管中加热,煮制后降温至 65°C 左右,持续添加麦芽浆进行糖化。未过滤的麦汁用于发酵。蒸馏厂有四个柱式蒸馏器,通过改变二、三或四个柱的组合获得多种风味,每种情况下最终馏出物酒精度均超过 94% abv。
陈酿与调和
陈酿桶主要使用美国和西班牙橡木,包括桶(barrel)、猪头桶(hogshead)、潘趣桶(puncheon)和巴特桶(butt)四种类型,多数为新烤桶、前波本桶和前雪利桶。近年来开始使用前葡萄酒(包括马德拉和波特酒)法国橡木桶。麒麟使用小(桶)型桶,并在陈酿开始时使用酒精度 50% abv 的新酒,以更好地将桶中风味转移至威士忌。除美国和西班牙橡木外,三得利还使用日本橡木(水楢木)生产具有独特风味的威士忌,其风味被认为让人联想到神社和寺庙。
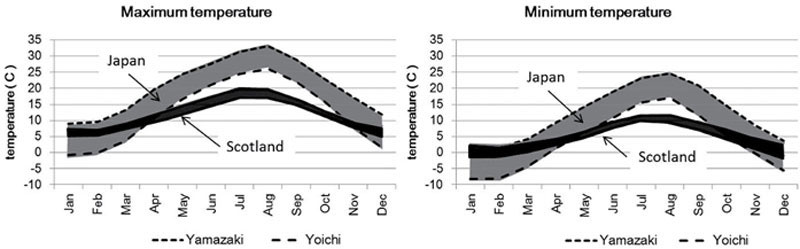
日本的气候差异影响仓库环境,季节温差比苏格兰更大(图 3.3)。山崎蒸馏厂所在地区气候温暖,全年温度高于苏格兰;而位于日本北部的余市蒸馏厂冬季寒冷,11 月至 3 月温度低于苏格兰。因此,不同地点的环境条件影响陈酿过程,导致威士忌风格多样。根据三得利数据,仓库中酒液年平均损耗率为 2.5%。陈酿后的威士忌随后会为调配做好准备,调配主要有两个目的:开发新产品和管理现有产品的品质。
研发
各蒸馏公司开发了独特的技术流程,助力品质提升和日本威士忌特色的塑造。
糖化
酯类是构成威士忌香气的重要风味物质之一。酵母细胞膜上的不饱和脂肪酸会阻碍乙醇乙酰转移酶的酶活性,抑制乙酸酯的形成(Yoshioka 和 Hashimoto,1983)。澄清麦汁可减少酵母细胞膜上包括不饱和脂肪酸在内的脂肪酸总量。如前所述,部分日本蒸馏厂致力于保持麦汁澄清,以生产富含酯类、具有芳香和果味的威士忌。
发酵
威士忌发酵主要涉及两种微生物:酵母和乳酸菌(LAB)。在苏格兰,传统上使用蒸馏厂酵母和啤酒酿造行业的多余酵母,但近年来艾尔酵母使用减少;相比之下,部分日本蒸馏厂仍高度重视艾尔酵母在威士忌风味中的作用。两种酵母的使用是发酵过程中存活比率分布的特征,为新酒带来复杂风味。研究还表明,发酵后期让酵母处于饥饿状态,可增强风味复杂性并使新酒酒体更饱满(Yomo 等,2005)。
乳酸菌还能增强甜味和脂肪味,这是在发酵末期乳酸菌与其他微生物结合产生的。此类风味的产生分为两个阶段:(1)发酵后期艾尔酵母失去活性;(2)细胞内物质释放。这些释放的物质随后被乳酸菌羟基化,并被蒸馏厂酵母转化为内酯,产生甜味和脂肪味(Wanikawa 等,2000)。
蒸馏
日本麦芽威士忌蒸馏厂使用各种形状和大小的壶式蒸馏器,普遍认为这些差异会影响新酒的风味和品质。对洗糟蒸馏的研究表明,非挥发性物质的转移无法用气液平衡解释,泡沫洗糟中含有的非挥发性物质仅通过夹带作用转移至低度酒中。值得注意的是,夹带率取决于洗糟蒸馏器顶部与蒸馏过程中产生的泡沫顶层之间的距离,因此可通过改变该距离控制首次蒸馏的夹带率(Ohtake 等,1994)。
陈酿
近年来,日本(水楢)橡木制成的桶备受关注。感官测试表明,水楢桶陈酿的威士忌比白橡木桶具有更强的椰子味。对这些陈酿威士忌的化学分析显示,水楢桶中反式内酯的比例高于白橡木或欧洲橡木桶。此前研究已表明,向威士忌中添加反式内酯样品可赋予类似的椰子味(Noguchi 等,2008)。
总结
日本威士忌的生产可追溯至苏格兰威士忌行业的知识和技术引入。日本自然环境的影响、打造独特日本风格的努力、持续的品质改善,以及日本人对威士忌口味的逐渐接受,共同促成了日本威士忌特色的形成。日本威士忌的调和工艺与苏格兰类似,配方同样保密。值得注意的是,过去 20 年日本威士忌整体品质显著提升,许多日本蒸馏厂在顶级比赛中屡获殊荣即证明了这一点。长期以来,日本威士忌几乎全部在国内消费,但最近的努力已提升了其国际市场份额。希望日本威士忌不仅作为独立产品出口,还能作为日本饮食文化的组成部分走向世界。为实现这一目标,不仅要持续提升威士忌品质,还需制定全面战略打造全球品牌,增强国际社会对日本威士忌文化的认知。
致谢
作者感谢横滨历史档案馆允许使用其收藏品。关于工艺信息,特别感谢麒麟蒸馏公司和日果威士忌蒸馏公司。
参考文献
- Buxrud U. Japanese Whisky—Facts, Figures and Taste. Malmö, Sweden: DataAnalys Scandinavia AB; 2008: pp. 41–117.
- Dower, J.W. (2013). Black Ships & Samurai: Commodore Perry and the Opening of Japan (1853–1854). Massachusetts Institute of Technology, Boston. Retrieved from: http://ocw.mit.edu/ans7870/21f/21f.027/black_ships_and_samurai/bss_essay07.html
- Fleming, I. (1963). Thrilling Cities. London: Vintage; p. 71.
- Hawks, F.L. (1856). Narrative of the Expedition of an American Squadron to the China Seas and Japan, performed in the years 1852, 1853, and 1854, under the command of Commodore M.C. Perry, United States Navy, by order of the Government of the United States. New York: D. Appleton & Co.
- Ingvar, R. (2012). Malt Whisky Yearbook 2013. U.K.: Magdig Media; pp. 220–227.
- Japan Meteorological Agency (2014). Weather, Climate & Earthquake Information. Retrieved from: http://www.data.jma.go.jp/obd/stats/etrn/index.php
- Koshimizu, S. (2011). Whisky Has Become Native to Japan [in Japanese]. Shinjuku, Tokyo: Shinchosha Publishing.
- Met Office (2014). U.K. Climate—Synoptic and Climate Stations. Retrieved from: http://www.metoffice.gov.uk/public/weather/climate-network/
- Ministry of Finance (2014). Trade Statistics of Japan. Retrieved from: http://www.customs.go.jp/toukei/info/index.htm
- National Tax Agency (2014). National Tax Agency Reports. Retrieved from: http://www.nta.go.jp/kohyo/tokei/kokuzeicho/tokei.htm
- Noguchi, Y., Hughes, P.S., Priest, F.G., Conner, J.M., & Jack, F. (2008). The influence of wood species of cask on matured whisky flavor—the identification of a unique character imparted by casks of Japanese oak. In: Walker, J.M., & Hughes, P.S. (Eds.), Worldwide Distilled Spirits Conference. Nottingham, U.K.: Nottingham University Press; pp. 243–251.
- Ohtake, K., Yamazaki, H., & Kojima, K. (1994). Evaluation of mass-transfer by mist as a new parameter in the control of wash distillation. In: Proceedings of the Aviemore Conference on Malting, Brewing and Distilling. London: Institute of Brewing.
Sekine, A. (2004). A Page of Making Western Style Liquors [in Japanese]. Barrel Publishing, Ltd. - Suntory, Ltd. (1999). Let’s Start Every Day Afresh—Commemorative Publication for 100 Years History of Suntory, Ltd. [in Japanese]. Osaka, Japan: Suntory.
Taketsuru, M. (1976). Whisky and I [in Japanese]. Tokyo: Nikka Whisky Distilling Co., Ltd. - Wanikawa, A., Hosoi, K., & Kato, T. (2000). Conversion of unsaturated fatty acids to precursors of gamma-lactones by lactic acid bacteria during the production of malt whisky. Journal of the American Society of Brewing Chemists, 58, 51–56.
- Yomo, H., Noguchi, Y., & Yonezawa, T. (2005). Effect on new-make spirit character due to the performance of brewer’s yeast. In: Walker, J.M., & Hughes, P.S. (Eds.), Worldwide Distilled Spirits Conference. Nottingham, U.K.: Nottingham University Press; pp. 109–122.
- Yoshioka, K., & Hashimoto, N. (1983). Cellular fatty acid and ester formation by brewers’ yeast. Agricultural and Biological Chemistry, 47, 2287–2294.
下一章:第4章:印度威士忌
回到目录